

C型钢【槽钢】厂家的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:C型钢【槽钢】厂家的图文介绍


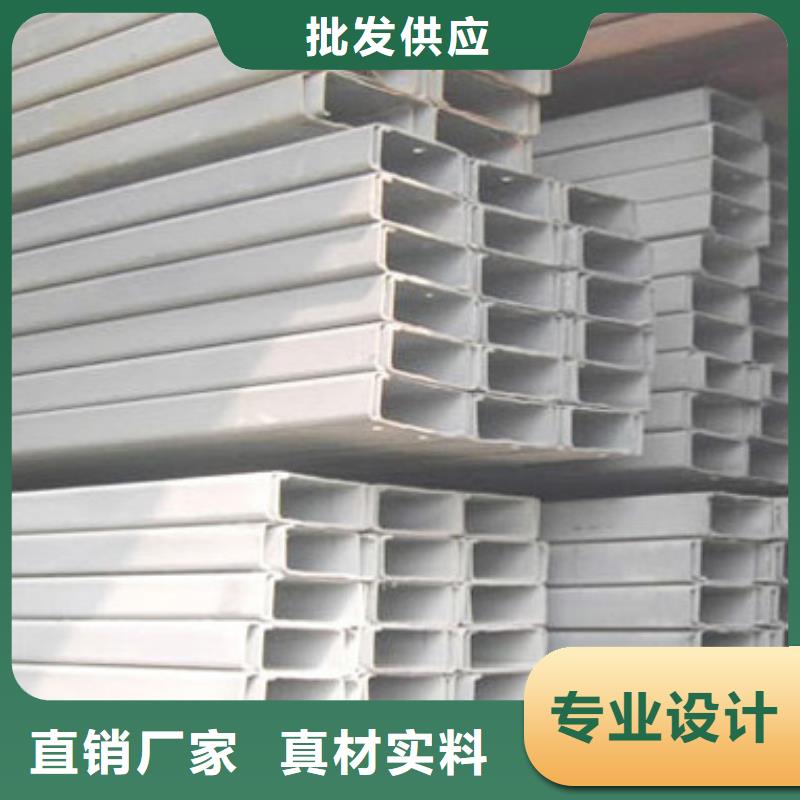
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。主要应用在地面系统或屋面系统。安装场地是户外和屋顶平台,安装角度可调节,风力载荷 可承受 60m/s。
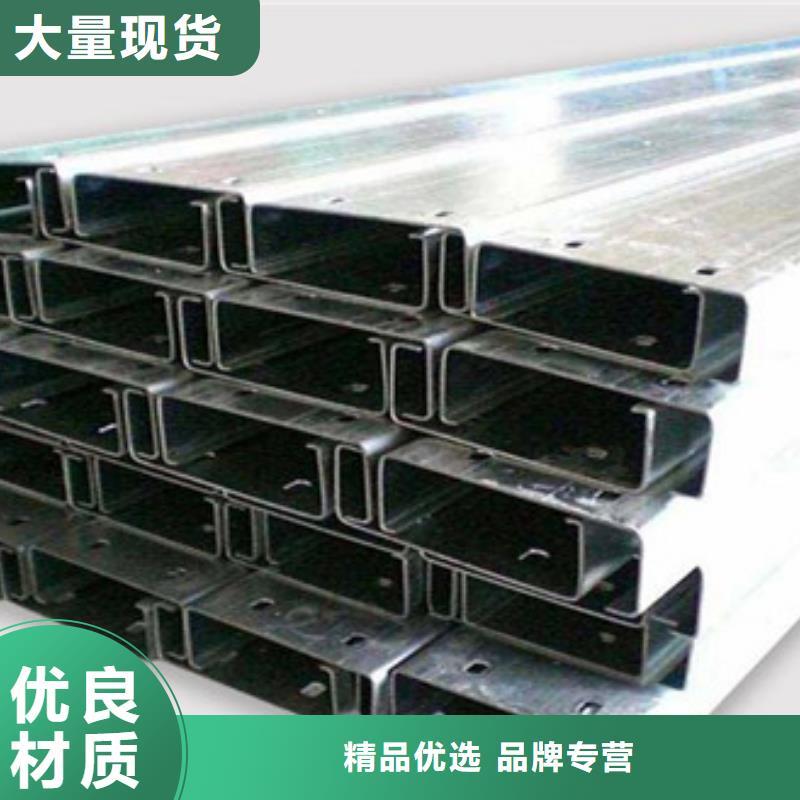
C型钢应用可以说是相当的广泛,不仅可以作为钢结构建筑中的檩条、墙梁;也可以自行组合成轻量型屋架、托架等建筑构件。不管是哪种用途,都会涉及到同一个问题,那就是C型钢的切割。由于不同的切割方法有着不同的切割效果,因此需要按照客户的要求进行适当的选用。
一般情况下,C型钢在钢结构中应用的话,它的切割尽可能选择在剪切机上或锯床上进行,尤其是对于薄壁型钢屋架。之所以这么建议,是因为这里要去下料要准确,易电动锯割法做为适合,不仅工效高,而且断面光滑平整、质量好,切割误差非常的小。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。主要应用在地面系统或屋面系统。安装场地是户外和屋顶平台,安装角度可调节,风力载荷 可承受 60m/s。
C型钢应用可以说是相当的广泛,不仅可以作为钢结构建筑中的檩条、墙梁;也可以自行组合成轻量型屋架、托架等建筑构件。不管是哪种用途,都会涉及到同一个问题,那就是C型钢的切割。由于不同的切割方法有着不同的切割效果,因此需要按照客户的要求进行适当的选用。
一般情况下,C型钢在钢结构中应用的话,它的切割尽可能选择在剪切机上或锯床上进行,尤其是对于薄壁型钢屋架。之所以这么建议,是因为这里要去下料要准确,易电动锯割法做为适合,不仅工效高,而且断面光滑平整、质量好,切割误差非常的小。



国耀宏业钢铁有限公司是集 广东肇庆槽钢研发生产销售于一体的高新技术公司。开发力量雄厚,生产设备精良,工艺流程先进,质检监督机构齐全。所生产的 广东肇庆槽钢产品畅销全国三十多个省市自治区以用户为中心、以人才为根本、努力实现你我共赢”的经营理念,在 广东肇庆槽钢用户中赢得了良好的声誉和高度评价。



为了保证C型钢在钢结构运用,钢材的切断要尽可能在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
在镀锌C型钢设备钢结构中,由于型材截面较为开展,各组成板件的宽厚比往往较大,截面容易凸曲。设计中允许板件产生局部失稳,利用板件屈曲后强度是发挥这类构件经济效益的重要手段之一。
为了用料经济,通常在可以和变形也可容忍的条件下使用较大容许应力。对于轻荷载,使用薄的板件,只以其一部分作为压杆或梁的有效截面,允许其发生较大变形,当是符合我们希望的。
这样,就提出了一个以利用板的屈曲后强度为特点的“有效宽度”概念。在有效宽度概念中,认为当板局部屈曲应力已被超过后,则板只有一部分宽度在承受载重方面是有效的。板的这个有效区域在加劲肋附近和拐角处。在这样的区域,在构件破坏以前,板的应力将接近或确实达到屈服强度。
若按全截面有效来计算纵向弯矩使船体发生的挠度,实际挠度值比计算值为大。若在计算中只将和加劲肋相连的板按其宽度等于板厚的40到50倍的部分认为有效,和肋共同承受纵向弯矩来考虑,计算结果就较为。
全金属飞行器的出现,由于在验算其部件强度时将紧连加劲肋的部分壳体算作肋的一部分是有利的,又为应用有效宽度概念提供了另一个机会。
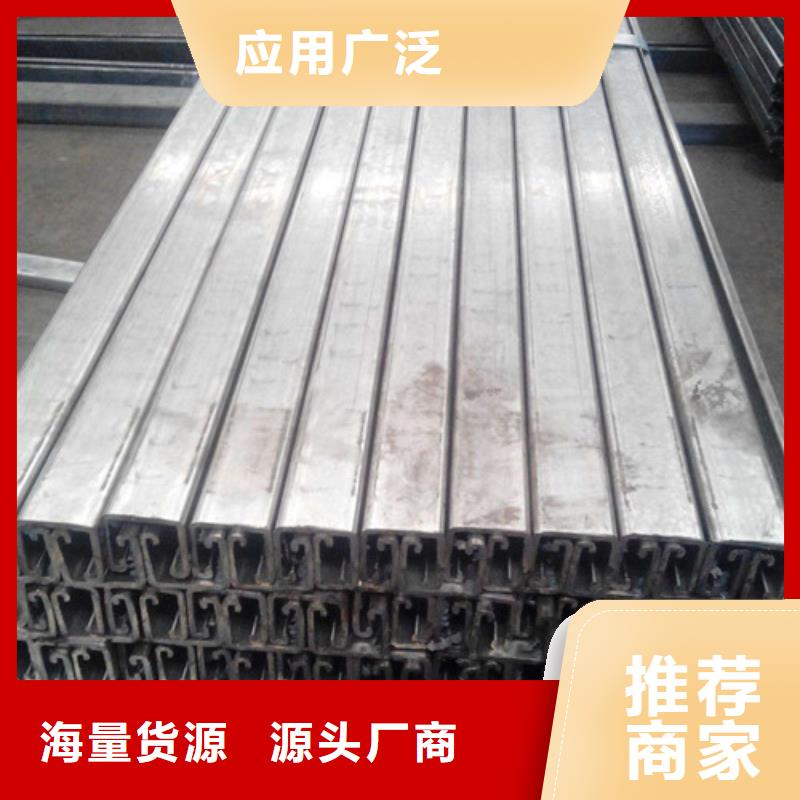
C型钢经热卷板冷弯加工而成,壁薄自重轻,截面性能优良,强度高,与传统槽钢相比,同等强度可节约材料30%。在钢结构工程上常见。
在镀锌C型钢设备钢结构中,由于型材截面较为开展,各组成板件的宽厚比往往较大,截面容易凸曲。设计中允许板件产生局部失稳,利用板件屈曲后强度是发挥这类构件经济效益的重要手段之一。
为了用料经济,通常在可以和变形也可容忍的条件下使用较大容许应力。对于轻荷载,使用薄的板件,只以其一部分作为压杆或梁的有效截面,允许其发生较大变形,当是符合我们希望的。
这样,就提出了一个以利用板的屈曲后强度为特点的“有效宽度”概念。在有效宽度概念中,认为当板局部屈曲应力已被超过后,则板只有一部分宽度在承受载重方面是有效的。板的这个有效区域在加劲肋附近和拐角处。在这样的区域,在构件破坏以前,板的应力将接近或确实达到屈服强度。
若按全截面有效来计算纵向弯矩使船体发生的挠度,实际挠度值比计算值为大。若在计算中只将和加劲肋相连的板按其宽度等于板厚的40到50倍的部分认为有效,和肋共同承受纵向弯矩来考虑,计算结果就较为。
全金属飞行器的出现,由于在验算其部件强度时将紧连加劲肋的部分壳体算作肋的一部分是有利的,又为应用有效宽度概念提供了另一个机会。
C型钢经热卷板冷弯加工而成,壁薄自重轻,截面性能优良,强度高,与传统槽钢相比,同等强度可节约材料30%。在钢结构工程上常见。



1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。

