![延安[Q355B低合金无缝钢管]厂家直销](/images/top6-1.png "延安[Q355B低合金无缝钢管]厂家直销")
![延安[Q355B低合金无缝钢管]品质保障](/images/top6-2.png "延安[Q355B低合金无缝钢管]品质保障")
![延安[Q355B低合金无缝钢管]售后无忧](/images/top6-3.png "延安[Q355B低合金无缝钢管]售后无忧")



产品视频展示,助您洞悉无缝钢管,无缝钢管Q345C工厂采购产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
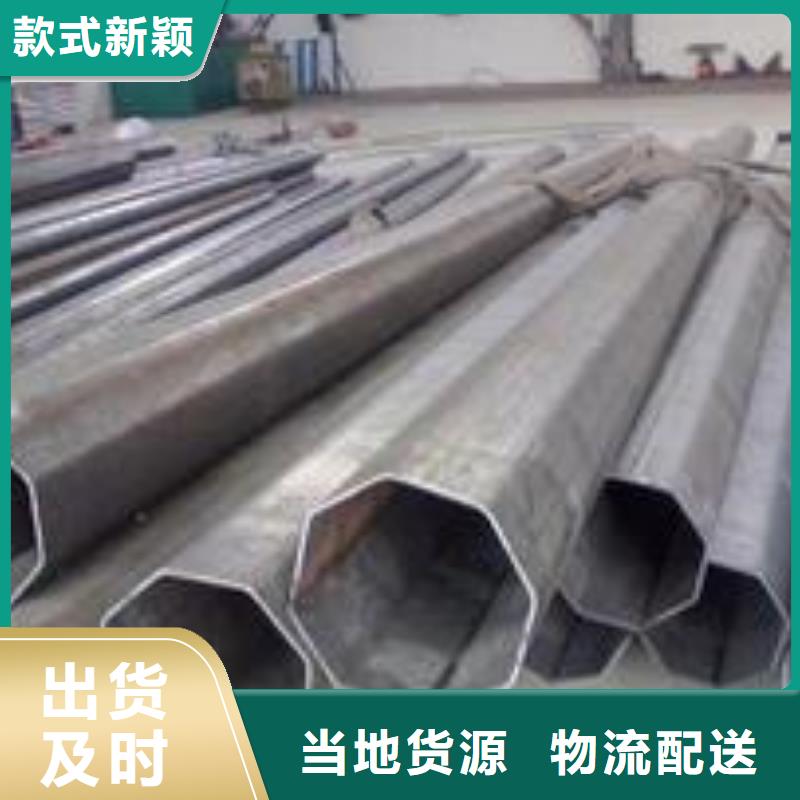
以下是:无缝钢管,无缝钢管Q345C工厂采购的图文介绍

杰达通钢管有限公司坐落于开发区汇通国际金属物流园,本公司专业生产 陕西延安[Q355B低合金无缝钢管]。“ 质量为基础,诚信求永恒,厚德载物” 是我公司的企业发展宗旨,也是企业员工孜孜不倦的努力方向 。 公司经多年的发展和努力,拥有着一批专业的服务团队,从机器设计、生产加工、安装运行到售后服务,有朋至远方来,不亦乐乎! 欢迎各地朋友前来参观考察,共谋发展,共创美好未来!



陕西延安无缝钢管的含碳量是比较大的,也是钢管中的一种重要的类型,常见的陕西延安无缝钢管的坚固和耐用的特性就是因为它的含碳量比较高引起的。陕西延安无缝钢管的含碳量比较高,因而地话陕西延安无缝钢管又被称为碳钢陕西延安无缝钢管。它是陕西延安无缝钢管的一种,我们有必要去认识一下碳钢陕西延安无缝钢管的什么样的? 碳钢陕西延安无缝钢管是一种具有的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同的同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。钢管还是各种常规武器不可缺少的材料,枪管、 炮筒等都要钢管来制造。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面 积,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀 ,因此,绝大多数钢管是圆管。 渗氮处理根据陕西延安无缝钢管渗氮处理的基本原理和工艺特点,其工艺参数有渗氮湄 度、渗氮时间和氨的分解率等,归纳其要点如下。渗氮温度渗氮温度在500°C时,具有 的表面硬度,超过该温度则杉出现硬度的降低,其原因在于500°C以下氮化物的聚集不显著,菸散度大的缘故。 同时考虑到氮化温度与硬度、氮化层深度、陕西延安无缝钢管变形量等众多因素的关系,通常将氮化温度控制在480?560°C 渗氮与硬度的关系见图8-2.渗氮时间渗氮一定时间后,表面硬度达到 值,延长时间后硬度稍芊下降,如渗氮温度越高则达到 值的时间越短,硬度値就越低;K化层的深度随时间的延长而增加。 图8-3为38CrMoAl氮化钢氣 ft层硬度、深度与温度、时间的关系。图83 38CrMoAl陕西延安无缝钢管氮化层硬度、深度与温度、时间的关系【3】氨的分解率氨的分解率是氨分解产生的氢和氮占炉气体积的百分比,分解高则炉内氢浓度高,使氮原子处于停顿状态,即阻止氮原子的渗入;反之分解率低则造成与陕西延安无缝钢管表面接触的活性氮原子数量减少。 气又使脆性增加。分解率与炉内压力、氨的流量、陕西延安无缝钢管表面的状2 以及有无催化剂等因素有关,因此分解率应控制在一个适当的S 围内,.一般而言氨的分解率控制在18%?45%左右,具体参见导 8~11.氨分解率的大小可以通过氨流量以及炉内压力的高低>1 调节。



陕西延安无缝钢管不均主要表现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。详细为:螺旋状壁厚不均成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整缘由形成的壁厚不均,普通沿钢管的全长呈螺旋状散布。首要方法是调整穿孔机轧制中心线,使两轧辊的倾角持平,按轧制表给定参数调整轧管机。 直线状壁厚不均成因:芯棒预穿鞍座高度调整不适宜,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,形成壁厚不均以至拉凹缺陷。连轧轧辊空隙过小或过大。轧管机中心线误差。单、双机架压下量不均,会构成法兰单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称误差。 调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。交换孔型及轧制规范时应丈量轧辊空隙,使理论轧辊空隙与轧制表坚持分歧。用光学对中安装调整轧制中心线,每年大修时校正轧管机中心线。厚壁钢管、头、尾部壁厚不均成因:管坯前端切斜度、弯曲渡过大、管坯定心孔不正易形成钢管头部壁厚不均。 穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易构成钢坯尾部壁厚不均。检查管坯质量,避免管坯前端切斜度、压下量大,交换孔型或检修均应校正定心孔。选用较低的穿孔速度,以确保轧制的稳定性和钢坯壁厚的平均度。当调整滚动速度时,匹配导板将相应地调整。



陕西延安杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。
