


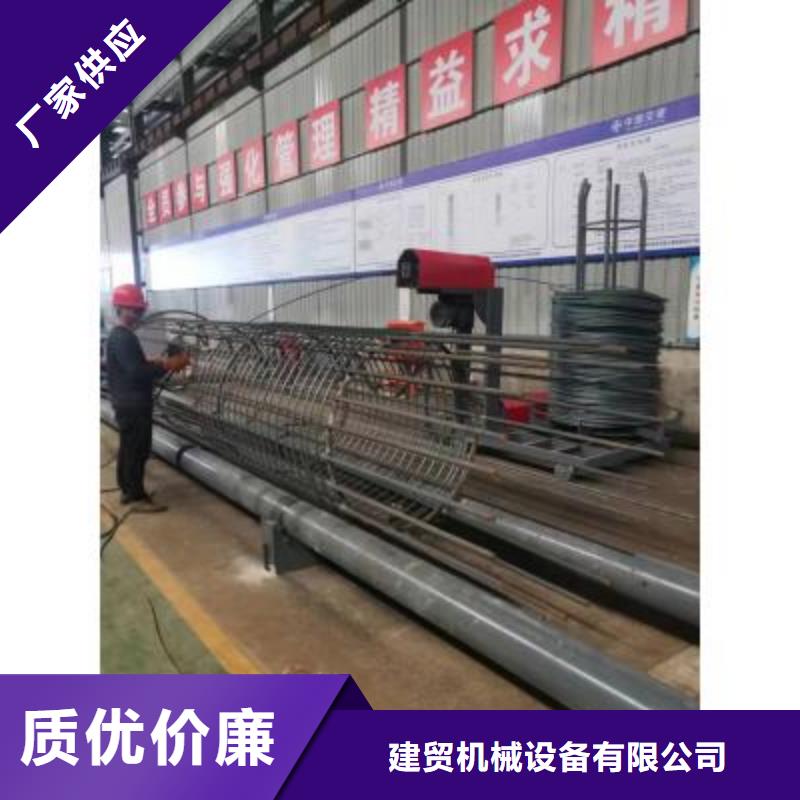
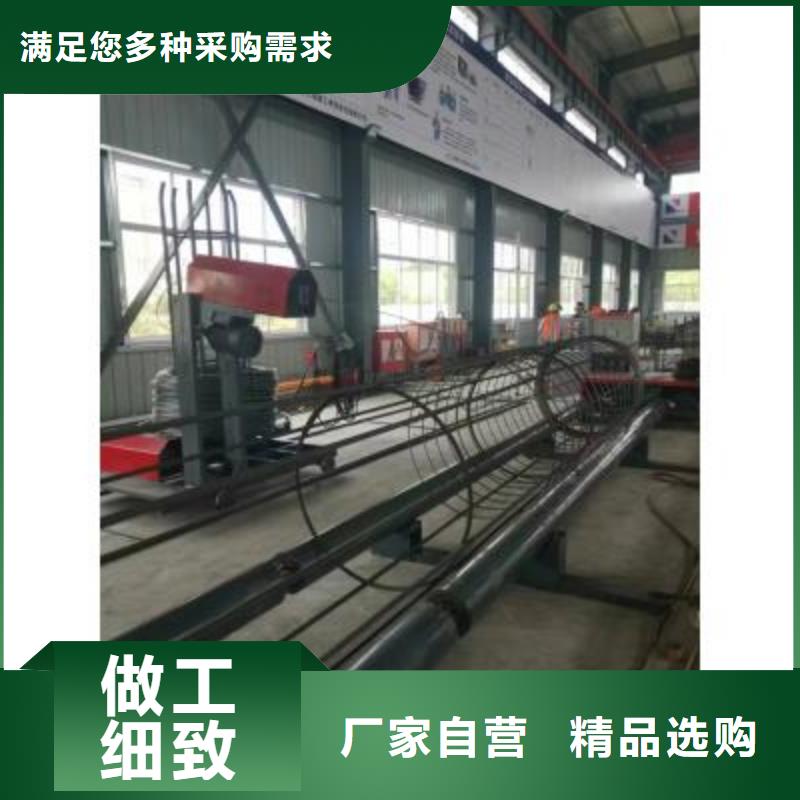

数控自贡钢筋笼绕筋机是一款具有数控的装机用钢筋笼自动化加工装备。自贡钢筋笼绕筋机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。 全自动笼滚焊机优势特点 1. 钢筋笼制作骨架的同时由盘筋拖动向后缠绕,2. 钢筋笼直径由相同直径的模板控制,一个工程通常需要2--7种模板;3. 主筋间距决定于人工预先在你班上的布置的、与主筋根数相同数量的套管间距;4. 当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约1小时;5. 外箍筋间距取决于行走电机与电机只转速比,可由1台PLC和3台变频器来设定与调节,对电机的同步性有较高要求;6. 配有多组液压支撑装置,防止钢筋笼因自重;7. 配有多组料盘,防止生产中主筋错乱;8. 为减轻人工劳动强度和施工形象,链条式主筋自动上料机构和自动焊接机械手可提供用户选择(不)
钢筋笼绕筋机滚焊机具有功能强大、效率高等效果,深受众多消费者的青睐。那么在使用的过程中,影响其使用寿命的因素有哪些呢?
1、使用钢筋笼滚焊机时,首先要注意不要长时间连续使用设备,要讲究劳逸结合,就算设备质量再好也会影响到后期使用。
2、在使用的过程中要保持弯曲速度,布恩那个为了提高作业效率而加快设备的弯曲速度,这不仅会影响产品的加工质量,还对设备有影响。
3、不能超过设备的弯曲直径,如果超过了弯曲直径,会对设备的各部件造成严重的损害。
以上就是为大家介绍的关于影响数控钢筋笼滚焊机寿命的因素,希望大家在使用的过程中掌握正确的操作方法,定期对设备进行保养与维护,这样才能延长其使用年限。

本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,自贡钢筋笼绕筋机完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。2)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。

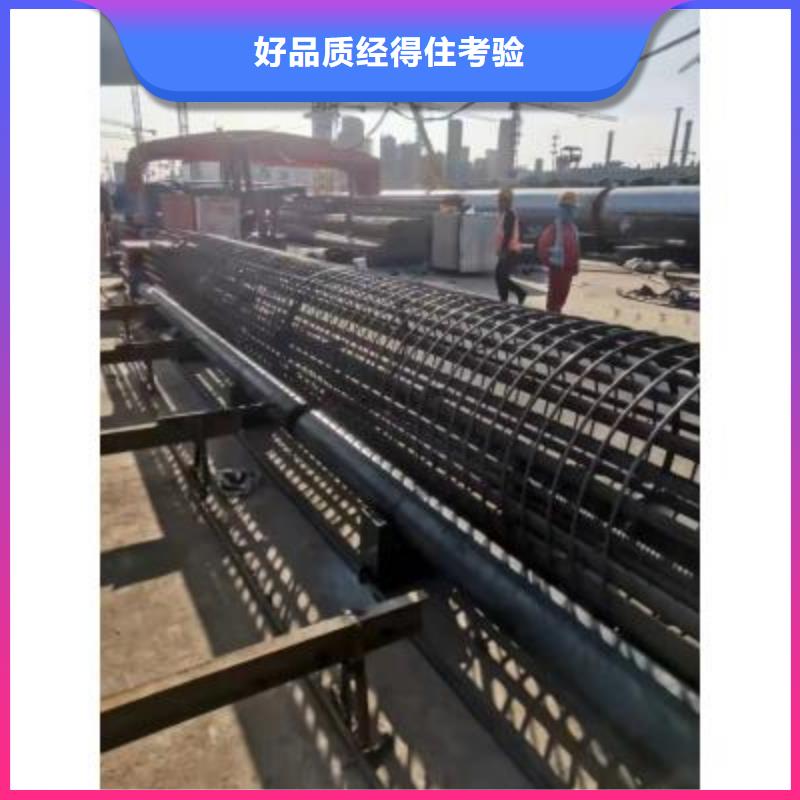
自贡钢筋笼绕筋机的工作原理:根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。四、钢筋笼滚焊机的加工特性:1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。2、加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了“免检”。3、 箍筋拉紧不需搭接,较之手工作业节省材料1.5%,降低了施工成本。4、 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。5、 机械化加工钢筋笼,在质量控制方面得到了保障。
 自贡市钢筋笼地滚机厂家直供河南建贸
<自贡>建贸机械设备有限公司
自贡市钢筋笼地滚机厂家直供河南建贸
<自贡>建贸机械设备有限公司
钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。
