


更新时间:2024-12-23 11:00:02 浏览次数:1 公司名称: 球墨铸铁管厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 182562 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | GB/T13295-2019 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品规格 | DN80-1400 |
| 发货城市 | 晋城 |
| 产品产地 | 山西 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 77kg-3669 |
| 产品颜色 | 黑色 |
| 质保时间 | 1年 |
| 外形尺寸 | 六米 |
| 适用领域 | 自来水给水市政供水及排污 |
| 是否进口 | 否 |
| 质量认证 | ISO2531 |








球墨铸铁管管道试压长度
遵循施工规范的同时因地制宜,参照标准建议1000米试压一次,也可根据施工队伍的经验、水源充足与否等实际情况进行调整,安装经验不够丰富的队伍也可500米试压一次,水源地较远或不充足时可以考虑安装时水源重复利用;
2、管道开口封闭处理
试压管段所有开口/敞口应做封闭,不得有渗漏水现象;
3、管道试压的部分不得用闸板做堵板
??球墨铸铁管试压时以阀门闸板代替堵板可以吗?
不得含有消火栓、水锤器、阀等附件,水压压力大容易对其造成破损,影响后期使用。
4、水压试验前应管道内的杂物
避免如工人检查不认真,遗漏一些铁锹、钢筋、树枝等器具和杂物,打压时造成管道堵塞,导致阀门无法闭合。
5、球墨铸铁管水压试验前的浸泡
管道试压的部分注满水后,宜在不大于工作压力条件下充分浸泡后再进行水压试验,浸泡时间应符合安装规范。

给水DN200球墨铸铁管玉林2022已更新(今日/动态)njru
3000米室外库,产品按用户技术要求和有关标准组织生产球墨管。我公司是目前球墨铸铁管行业生产规格全,配套产品种类多的生产供应商之一。我司凭借丰硕的经验,为新老客户提供环保、节能的产品。我公司产品合用于供水管、排水管、输气管道、空调管道等各种工程项目安装使用,系各大工程、工厂的理想选择。球墨铸铁铸件的生产涉及许多方面,包括原材料的选用,造型工艺的制定和造型方法,型砂的质量和砂处理,铁液的熔炼、处理工艺和成分控制以及熔炼设备,热处理,铸件的缺陷检测和质量评定等。只要某一方面出差错,就会造成铸件质量不合格甚至报废。例如造型工艺的挠冒口系统设计不合理会导致铸件产生缩孔和。型砂质量不合格会给铸件带来夹渣、气孔等缺陷)球化处理和化学成分控制不当会使铸件力学性能不合。
5.0Mpa(适用规格≤DN300),标准壁厚6mm,从以上对比可以看出,相同规格的工作压力等级新标准比原标准均有所降低,但以管材的允许工作压力进行等级分类比以壁厚进行分类更具有实际意义,更有助于用户根据需要进行管道设计与管材选用。
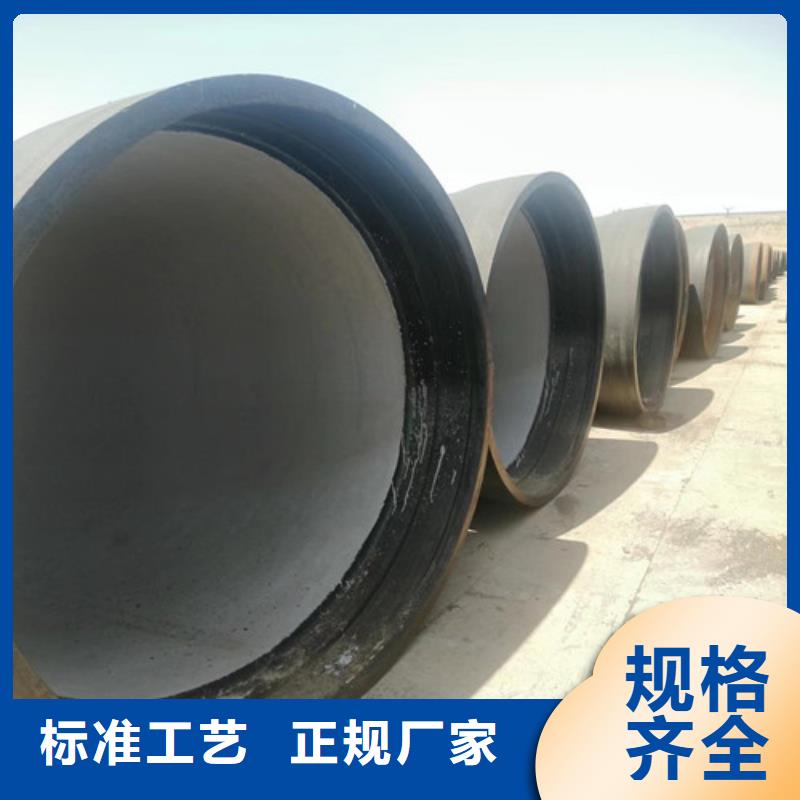
给水DN200球墨铸铁管玉林2022已更新(今日/动态)山东聊城汇鑫源管业有限公司生产球墨铸铁管及管件,球墨管均符合ISO2531-98E标准,采用炼铁高炉生产的低磷、低硫的铸造铁水,按当前上的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层、水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有度、高延伸率、耐腐蚀的钢筋铁骨。接口形式为T型,标准壁厚级别为K9级、10级或更高级别,标准有效长度为6米球墨管价格电议
气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。年来,国内球墨管年产量已经达到二百五十万吨以上,是一九九零年的是一倍。由于我国是一个水资源极度缺乏的,缺水城市达到六百多个,严重缺水城市为二百多个,供水节水事业方兴未艾,随着城市对供水的需求以及其他设施的运用,因此,我国球墨管行业有着非常广阔的发展前景。在市场中,我们该如何挑选球墨铸铁管呢?这个不仅仅是要根据我们的需求的,更多的时候也是需要根据我们的材质的。我们球墨铸铁管厂家在这里给大家介绍一些简单的方法。因为对于这些,厂家肯定会有更多的依据和经验的。另外,如果项目所采用的球墨铸铁管在质量上符合标准,那么我们应该注意胶圈、焊接等的交。
任一点壁厚3.0mm,而原标准规定,管材按标准壁厚级别分类,以字母K为首表示,常用壁厚等级为K9,其余包括K7,K8,K10,K11,K12-,压力等级为3.2Mpa(适用规格≥DN700),4.0Mpa(适用规格DN350-600)。玉林
球墨铸铁管厂家安装时的要点:
清理管口:将承口内的所有杂物擦洗干净。
清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。
安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。
顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
我们要采用铸铁焊条的方式来进行焊接修补,还有就是我们在大部分人不用水的时间内,会将有裂纹及渗漏水的地方进行打磨,然后在用环氧树脂抹在有裂纹的地方,然后用白沙带或者玻璃丝带包裹一层就可以了,然后在在他的外面涂抹一层环氧树脂。玉林
管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链行用力的方法使管件行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝进行安装。
球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,是提高了塑性和韧性,从而得到比碳钢还高的强度。球墨铸铁的石墨呈球状或接球状,因此铸铁中因石墨引起的的应力集中现象远比片状石墨的灰铸铁小。安装程序为:清理承口插口→清理胶圈→上胶圈→下管(排管)→在插口外表和胶圈上刷润滑剂→顶推管子使之插入承口→检查。国标中灰铸铁一般表示方法为:HTHTHT250等等,这里HT为灰铸铁的个大写字母简称,150指的是零件的抗拉强度,德标中灰铁件的表示方法为GGG15/GGG20/GGG25/GGG30等等。2球墨铸铁常用于生产受力。强度、韧性、耐磨性等要求较高的零件,如汽车、拖拉机、内燃机等的曲轴、凸。
因此对铁水的球化处理,铁水纯度的控制,离心成型制造,管材退火处理等工艺要求更为严格,从而保证球管的力学性能不因管壁变薄而降低,同时,为了保证管材的使用寿命,新标准对管材的内外防腐处理也有了更高的要求:外壁防腐锌层喷涂由≥130Kg∕㎡。玉林
球墨铸铁管在供水管道中的优越性:1.由于球墨铸铁管采用柔性接头,施工操作较为方便,可提高施工效率、改善施工条件、降低施工成本,而且接口大部分采用胶圈连接,操作简便,能缩短工期,降低施工造价。2.具有承受供水压力高,能抵抗外部荷载和适应地质条件的变化,管材具有强度高、韧性好、耐腐蚀、柔性接口安装方便、抗震性强、劳动强度低等优点,可适用于地质差的地段和横穿公路,不需另外加工钢管,再加上耐腐蚀性强,能适用于沿海和盐碱地带。目前在地下管线工程中广泛应用。大型管道安装工程更能体现其安装便捷劳动强度低的优势。
砂眼,加砂缺陷。这可以说就是的办法了,大家可以来采用一下。球墨铸铁管件由于它的使用环境,出现腐蚀现象也是不可避免的,因此,就需要我们了解如何应对球墨管砂眼现象。C级管是球墨铸铁管的标准规定的产品名称,执行标准代号为ISO2009,在该标准中首次采用该代号,管材用途不变。但本标准与原标准ISO2003的主要不同点是:新标准管道(C级管)分类是以管材允许工作压力等级分类,而原标准(如K9级管)则是以管材壁厚等级分类。根据新标准规定,管材压力等级是指其允许工作压力,单位为巴(1巴=100Kpa=0.1Mp。以字母C为首表示,管线的允许压力取决于管线中所有组成部件中的压力等级。常用压力等级为C25(即2.5M。
所以为了提高铸件成品率,提高铸件质量,降低铸件总成本,采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置。玉林
根据新标准规定,管材压力等级是指其允许工作压力,单位为巴(1巴=100Kpa=0.1Mpa),以字母C为首表示,管线的允许压力取决于管线中所有组成部件中的压力等级,常用压力等级为C25(即2.5Mpa。
经过离心球墨铸铁机高速离心铸造成的管道,称之为“球墨铸铁管”(DuctileCastIronPipes),简称为球管、球铁管和球墨铸管等。离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动。壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae离心机的壳体下面装有。tndwefefex
球墨铸铁管球化处理是铸铁在铸造时处理合金液体的一种工艺。方法分为冲入法、钟罩法、喂丝法。
工 艺:热处理
方 法:冲入法、钟罩法、喂丝法
相 关:根据实际要求可加入不同的球化剂
球化处理是铸铁在铸造时处理合金液体的一种工艺,用来获得球状石墨,从而提高铸铁的机械性能,这种铸铁称为球墨铸铁。
球化处理工艺有多种,冲入法/喷镁球化,钟罩法,喂丝法/喂丝球化等等。
球化剂根据所获得的基体要求有不同的球化剂。
球墨铸铁管剪切管标准对此有明确要求,一般球墨铸铁管发货会给客户带10%的剪切管,但也看客户要求。如果是新管模生产出的管道,几乎百分百可剪切,这样,工厂会提前做一部分库存用于发货调配。主要区别在于插口处起2米内的管身外径尺寸,因为管模在使用过程中不断磨损,工厂会根据磨损情况进行不断修复,使用过程中会导致外径尺寸发生变化,但只要不切割使用,工厂在生产中都会进行检测,确保在标准范围内,不影响安装,也不会影响到密封效果。