您的位置>首页 >周口本地产品推荐News >
Q345B大口径无缝钢管
更新时间: 2024-12-30 02:30:39 浏览次数:1
以下是:Q345B大口径无缝钢管的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 653 |
|---|
| 运费说明 | 电联 |
|---|
以下是:Q345B大口径无缝钢管的图文视频
导读 Q345B大口径无缝钢管,亚广金属有限公司为您提供Q345B大口径无缝钢管,联系人:胡经理,电话:06358883230、15315771118,QQ:1050645133,请联系亚广金属有限公司,发货地:聊城开发区汇通金属物流园发货到河南省 周口市 川汇区、扶沟县、西华县、商水县、沈丘县、郸城县、淮阳区、太康县、鹿邑县、项城市。 河南省,周口市 周口市,古称陈州、龙都,河南省辖地级市,位于河南省东南部,地处黄淮平原腹地,东临安徽阜阳市,亳州市,西接漯河市、许昌市,南与驻马店市相连,北和开封市、商丘市接壤。1949年设淮阳专区,1965年淮阳专区改称周口专区(1969年改为周口地区);2000年,经国务院批准撤销周口地区设立周口市。截至2020年6月,周口市共辖2个区,7个县,代管1个县级市,总面积11959平方千米;截至2022年末,周口市常住人口为881.20万人。
周口Q345B大口径无缝钢管
亚广金属
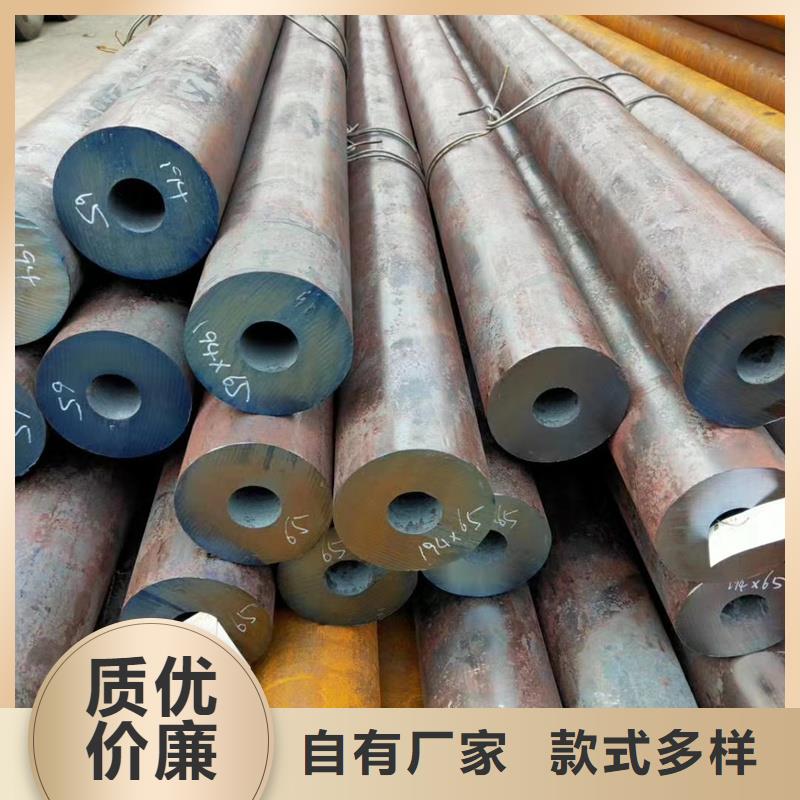
 不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。
圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
钢材的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 优质材的商标和印字都比较规范。 三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 钢材螺纹钢的纵筋经常呈波浪形。 钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。
不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。
圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
钢材的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 优质材的商标和印字都比较规范。 三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 钢材螺纹钢的纵筋经常呈波浪形。 钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。

总结 今年在河南省周口市购买Q345B大口径无缝钢管有了新选择,亚广金属有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的Q345B大口径无缝钢管产品。如需购买或咨询,请随时联系我们,联系人:胡经理-15315771118,QQ:1050645133,地址:开发区汇通金属物流园。