





除少数直接承受动力荷载结构的某些连接外,焊接可广泛用于工业与民用建筑钢结构的连接们钢结构的焊接方法有电弧焊电阻焊等。电弧焊的质量比较可靠,是常用的一种焊接方法。电弧焊可分为手工电弧自动或半自动埋弧焊气体保护焊等。钳压式声测管常用于冷弯薄壁型钢的焊接手工电焊弧由于电焊设备简单,使用方便,应用广泛,可用于空间的焊接,特别适用工地安装焊缝短焊缝和曲折焊缝的焊接。但它生产效率低劳动条件差,焊接质量在一定程度上受焊工水平的影响。为了经济合理,要求选择手工焊条的型号应与构件钢材的强度相适应,当不同强度的钢材连接时,宜采用与低强度钢材适应焊条系列。自动埋弧焊由于电弧热量集中,故熔深大,焊缝质量均匀,塑性和冲击韧性都好,因而优于手工焊。半自动埋弧焊的质量介于自动焊与手工焊之间。
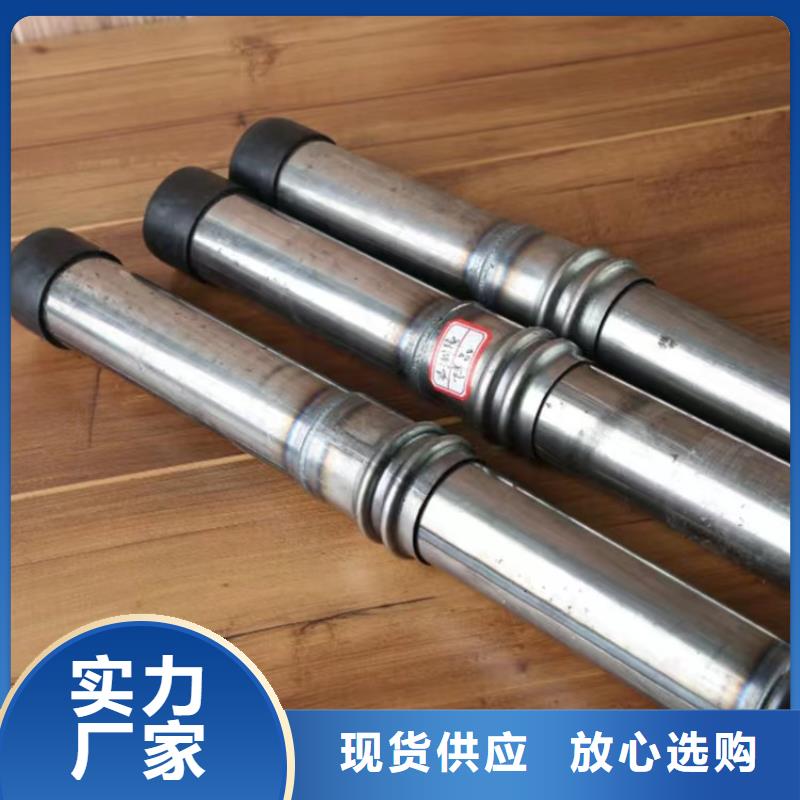
钻孔灌注桩声测管在施工完成后需进行桩头处理,要保证桩顶标高以下混凝土质量必须符合质量要求,桩头锚筋长度必须符合设计要求,这些都是常识。但在凿出桩头的时候,工人为了方便,往往把钢筋保护层混凝土敲掉后把桩顶标高以上部分混凝土桩头整体拿出来,而拿出来的方法是把锚筋弯曲后用挖机整体拉出来,在来出来的过程中往往会冲击弯曲的锚筋,容易导致钢筋断裂,没有断裂的钢筋再板直后也会降低质量,因此一定要阻止施工单位这种做法。 注浆管焊缝内部缺陷气孔、夹杂和偏析 注浆管焊缝内部会有气孔出现。旋涡状喇叭型表面气孔的形成原因为母材潮湿、焊剂未烘干;蜂窝状气孔形成原因为焊剂未烘干和埋弧不好造成空气进入熔池;长虫状气孔的形成原因较复杂,主要是焊剂未烘干,有氧化铁、油水等。上述三种缺陷形式的防控措施:钢管出现超标气孔后,首先进行X工业电视检查其形状、分布情况和了解气孔是在内注浆管焊缝还是在外注浆管焊缝;其次是在进行探伤同时在现场观察焊剂埋弧状况是否完好、检查前桥钢带是否有漏油现象、检查电流电压是否稳定、焊接速度过高等排除以上现象后,检查焊剂烘干记录、检查钢材和焊丝表面状况是否有油、锈、水、铁粉等物质。内焊位置由于磁化作用是否有长条驼状铁粉、坡口加工状况是否满足工艺要求(钝边、角度、二道坡口),有则改之。 
冷却管厂家为控制混凝土内部水化热发生的温度,调节混凝土内部温度差值,目前工程中采用在混凝土内部预埋混凝土冷却管,声测管来实现冷水降温措施:1、冷却管要使用壁厚2.0mm,外径φ30mm的薄壁钢管,在接口处应用90度管件接口,在接口安装时要装置防水胶带,防止接头发生漏水现象。2、声测管网要依照把冷水由混凝土中心区向混凝土边缘区方向进行分流的原则,要设置好分层、分区,在靠近混凝土中心处设置进水管口,在混凝土边缘区设置出水口,把冷却水管网的进水口和出水口按层进行分别错开。3、承台的厚度大约在2.5米左右,设置管路时沿着承台的竖向方向进行布置一层水管,水管网在承台中央竖向设置,水管之间的距离大约在1米左右,混凝土距离外层的水管大约为1米左右,声测管要把调节流量的水阀和测流量设备设置在出水口的位置,混凝土冷却管接头处要应用软管接头。
目前108钢花管已广泛应用于基坑与边(滑)坡工程加固当中,然而不同用途的108钢花管在结构、布置形式、施工工艺以及注浆工艺与参数上差异较大,有必要通过研究确定适合基坑工程使用的施工工法,以确保注浆加固效果,声测管施工质量。在钢管中部及尾部设置注浆孔成为108钢花管,直接打入土中后压水泥浆形成土钉。108钢花管注浆土钉具有直接打入钉的优点且抗拔力较高,特别适合于成孔困难的淤泥、淤泥质土等软弱土层、各种填土及砂土,应用较为广泛,缺点是造价比钻孔注浆土钉略高,腐性能较差不适用于工程。声测管厂家108钢花管产品规格:外径:12mm;内径:8mm;内径公差:±0.3mm;包装数量:108钢花管每卷长120m。
