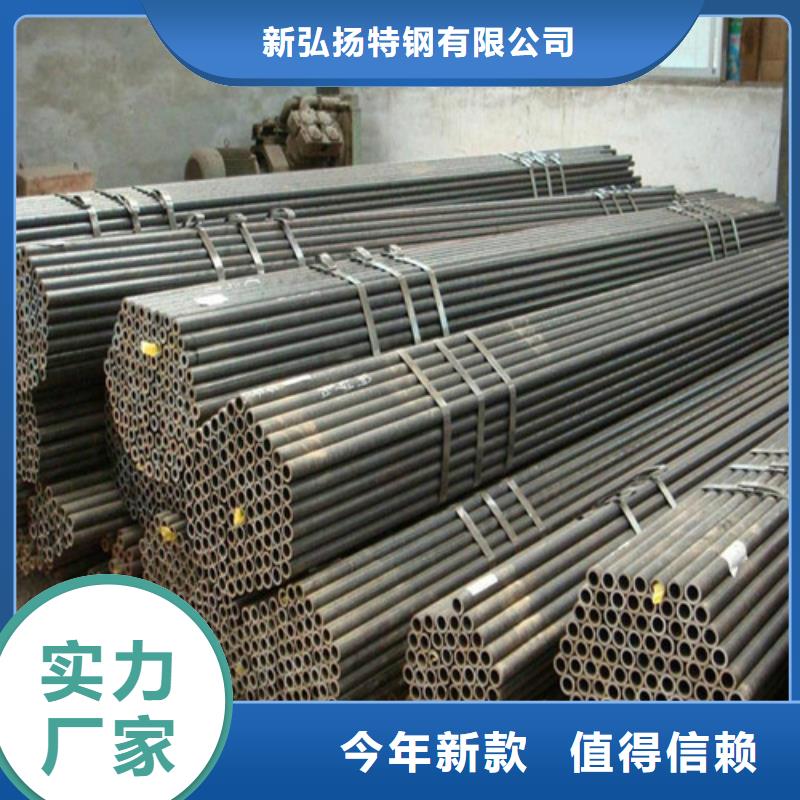

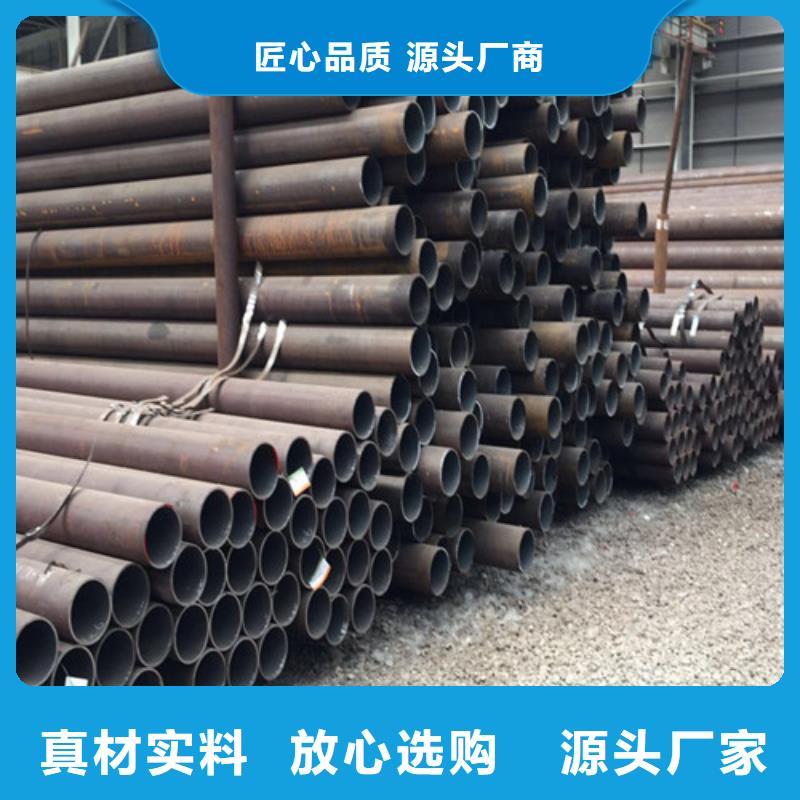




焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管.
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
产品标准
焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
按镀涂特征钢管按表面镀涂特征可分为:黑管(不镀涂)和镀涂层管。镀层管有镀锌管、镀铝管、镀铬管、渗铝管以及其他合金层的钢管。涂层管有外涂层管、内涂层管、内外涂层管。通常采用的涂料有塑料、环氧树脂、煤焦油环氧树脂以及各种玻璃型的防腐涂层料。镀锌管又分为:KBG管,JDG管,螺纹管等。按用途1.管道用管。如:水、煤气管、蒸汽管道用无缝管、石油输送管、石油天然气干线用管。农业灌溉用水龙头带管和喷灌用管等。2.热工设备用管。如一般锅炉用的沸水管、过热蒸汽管,机车锅炉用的过热管、大烟管、小烟管、拱砖管以及高温高压锅炉管等。3.机械工业用管。如航空结构管(圆管、椭圆管、平椭圆管),汽车半轴管、车轴管、汽车拖拉机结构管、拖拉机的油冷却器用管、农机用方形管与矩形管、变压器用管以及轴承用管等。4.石油地质钻探用管。如:石油钻探管、石油钻杆(方钻杆与六角钻杆)、钻挺、石油油管、石油套管及各种管接头、地质钻探管(岩心管、套管、主动钻杆、钻挺、按箍及销接头等)。5.化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。6.其他各部门用管。如:容器用管(高压气瓶用管与一般容器管),仪表仪器用管、手表壳用管、注射针头及其医疗器械用管等。
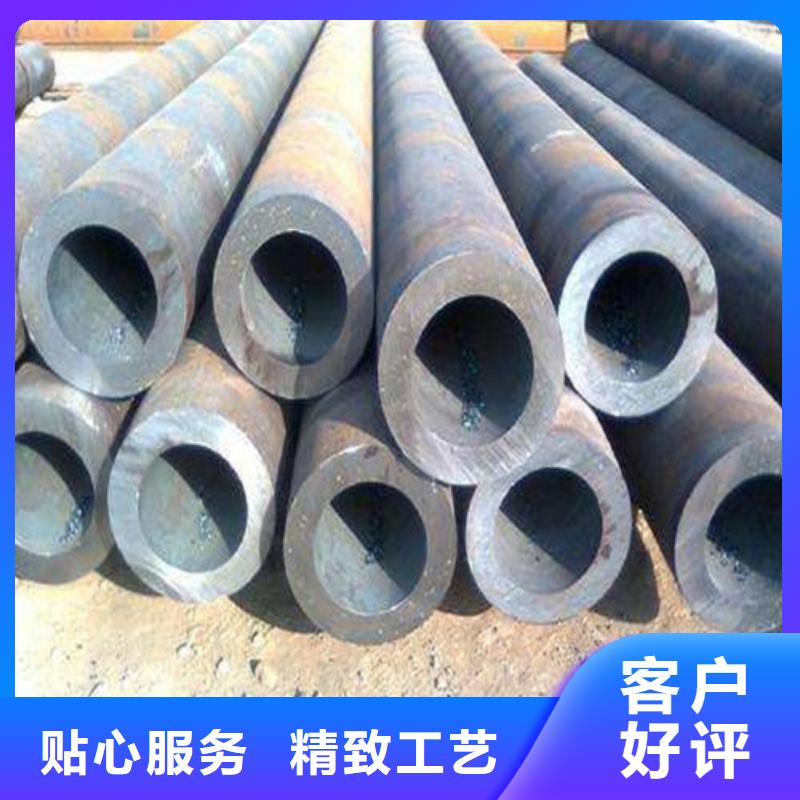
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。介绍冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。用途冷拔钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。优质碳素结构钢冷拨无缝管,主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。冷拔规格冷拔钢管的常用规格:12mm 14mm 18mm 20 mm 25mm 28mm 30mm 32mm 35mm 38mm 40mm 42mm 52mm
(一)滚槽焊缝开裂1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。(二)滚槽钢管断裂1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。5、用游标卡尺检查钢管的沟槽是否规定。(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
除锈方法编辑 语音
1、首先利用溶剂清洗钢材表面,把表面的有机物去除,
2、然后使用工具除锈(钢丝刷)去除松动或倾斜的规模,铁锈,焊渣等
3、使用酸洗的方式。
镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。
