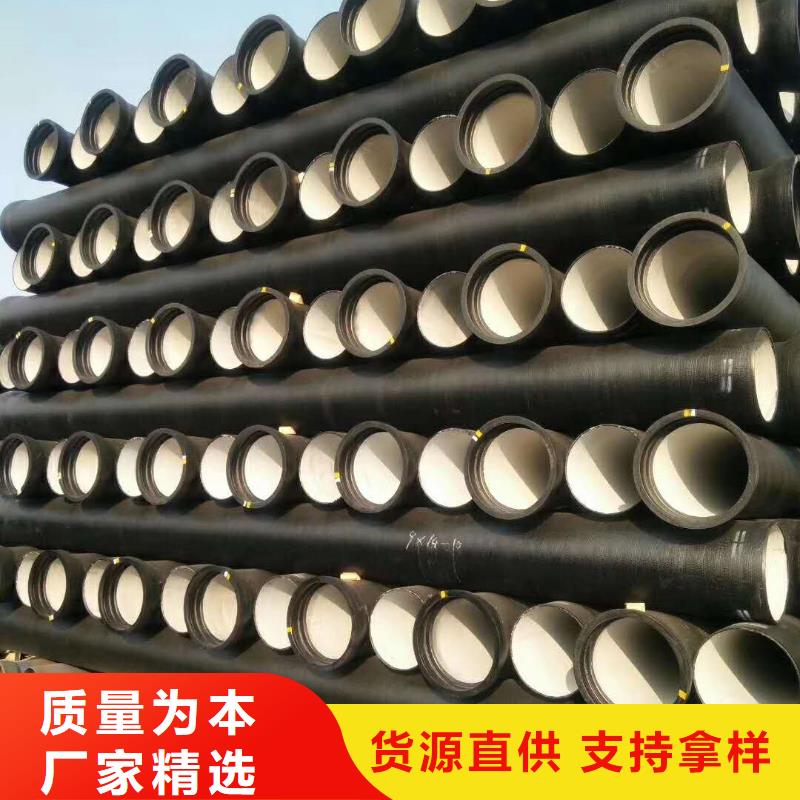







球墨铸铁管及球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能成型的铸造工艺。容易实现清洁、批量化生产,特别是球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。
球化剂质量中,应重视MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。球墨铸铁管处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg,低RE球化剂,亦有的厂仍用Mg8RE3球化剂。JB/T9228-1999标准,对Mg 和RE的成分范围偏差规定为±1%,有些厂标已缩小为±0.5%,对Ca、Al等亦有明确规定。
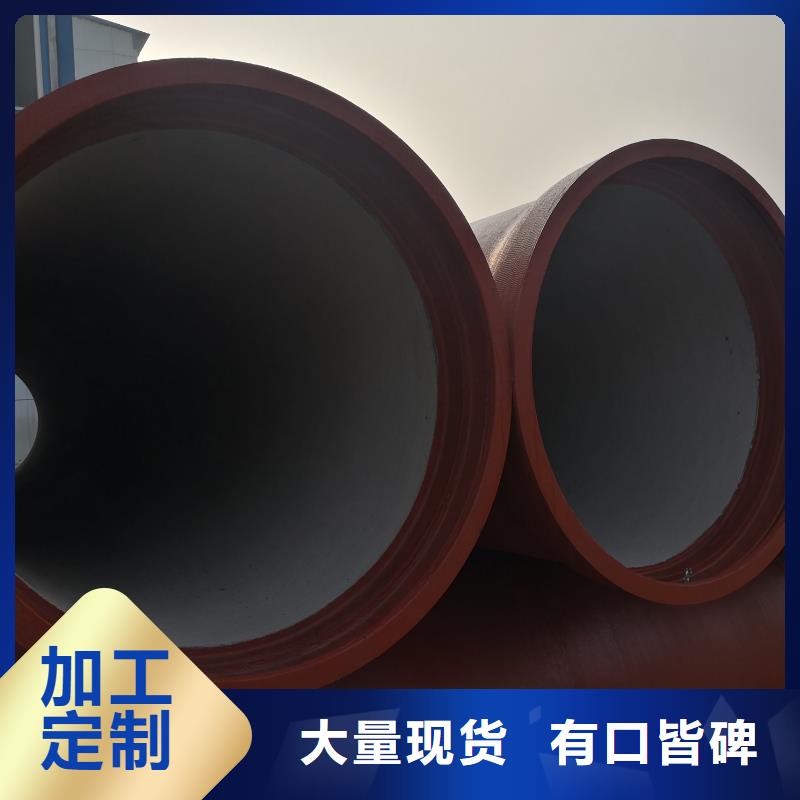
球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
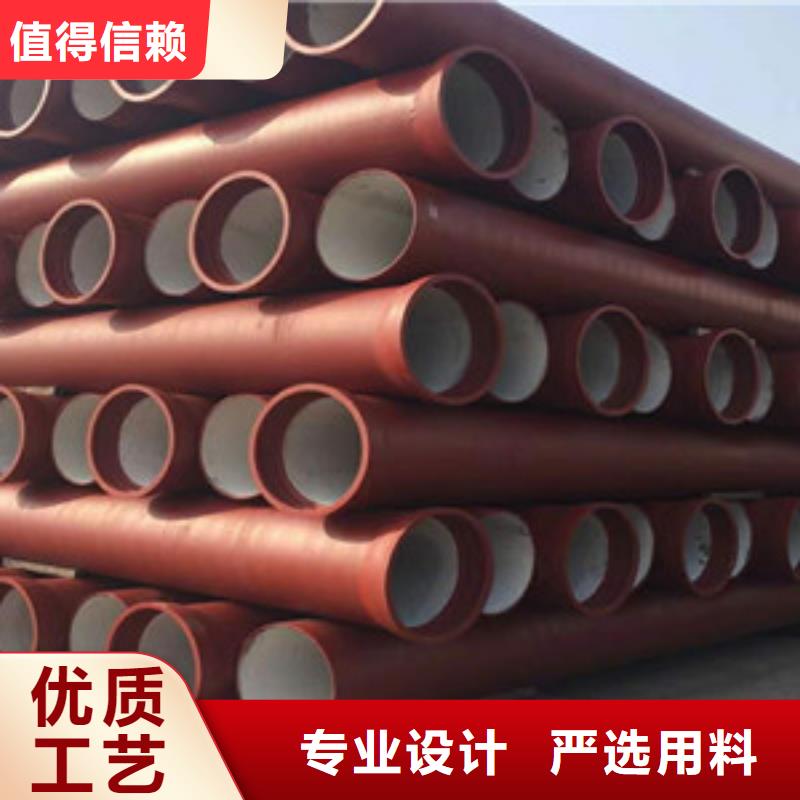
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
我国的球墨铸铁管行业起步于20世纪90年代初,在中国城镇供水协的大力支持下发展迅猛,经过近20年的实践使用,其性、实用性已被供水行业普遍认可,2008年国内年产量已达到220万吨,是1990年的11倍。由于我国是一个水资源缺乏的 ,缺水城市为600多个,严重缺水城市为200多个,供水节水事业方兴未艾, 关于据考证,当时制作的产品除农具、手工工具和兵器外,还有铁钉、铁剪、顶针等生活用具,具有外观精致、经久耐用等特点,成为人们备受欢迎的热门商品。从此以后,球墨铸铁管有着广阔的发展前景。球墨铸铁开始了大规模工业生产。有关球墨铸铁管的使用历史可以追溯到1668年巴黎郊区从塞纳河至凡尔赛全场约21.14Km的输水管线,300年的时光流逝,除部分管道和接头维修更换外,主体至今仍在使用。我国球墨铸铁管的现状及前景。

