



通过展示用户在不同环境下使用钢结构国标T2紫铜排严选材质产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
以下是:钢结构国标T2紫铜排严选材质的图文介绍

漳州1070铝母线
阔恒兴旺国际贸易有限公司
(4) 终拧扭矩:高强螺栓 紧固用的扭矩为终拧扭矩。考虑各种预应力的损失,终拧扭矩一般比按设计预拉力作理论计算的扭矩值大5%~10%。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。

厂家实力
多年漳州1070铝母线行业经验源头工厂只为您提供更优质的产品

优选原材
漳州1070铝母线材料严格筛选确保品质出厂经过多层质检

按需定制
漳州1070铝母线款式多样一站式采购多年贴心售后
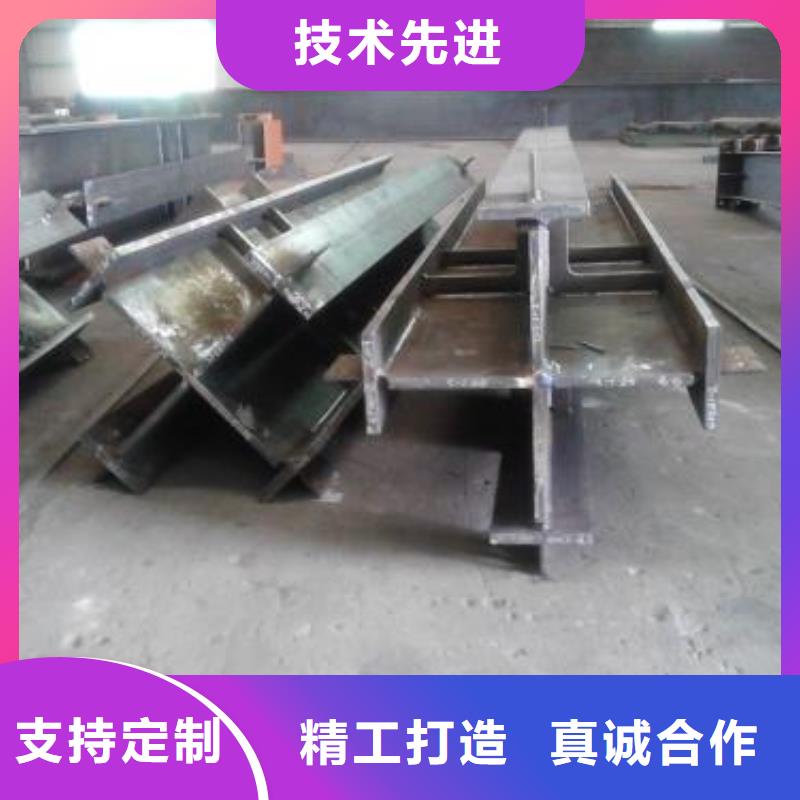
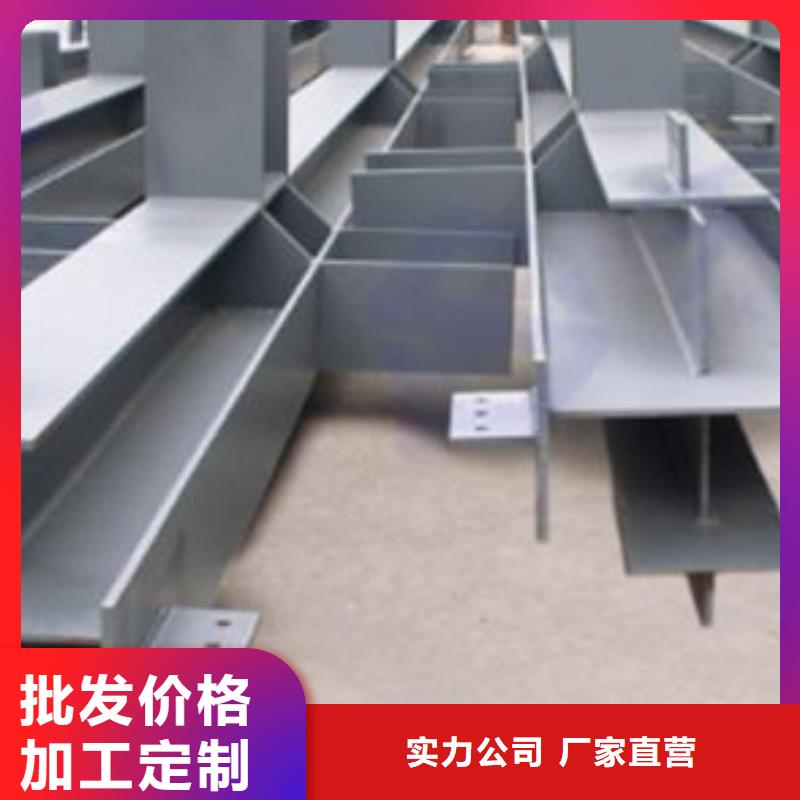
漳州1070铝母线的图文介绍
性价比高厂家直发

阔恒兴旺国际贸易有限公司实力雄厚,重信用、守合同,生产的 福建漳州1070铝母线拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 福建漳州1070铝母线感兴趣,请随时拨打阔恒兴旺国际贸易有限公司热线电话详细了解。

产品案例图
PRODUCT REAL SHOT DISPLAY






阔恒兴旺国际贸易有限公司