



想要直观了解复合耐磨板定制厂家产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:复合耐磨板定制厂家的图文介绍

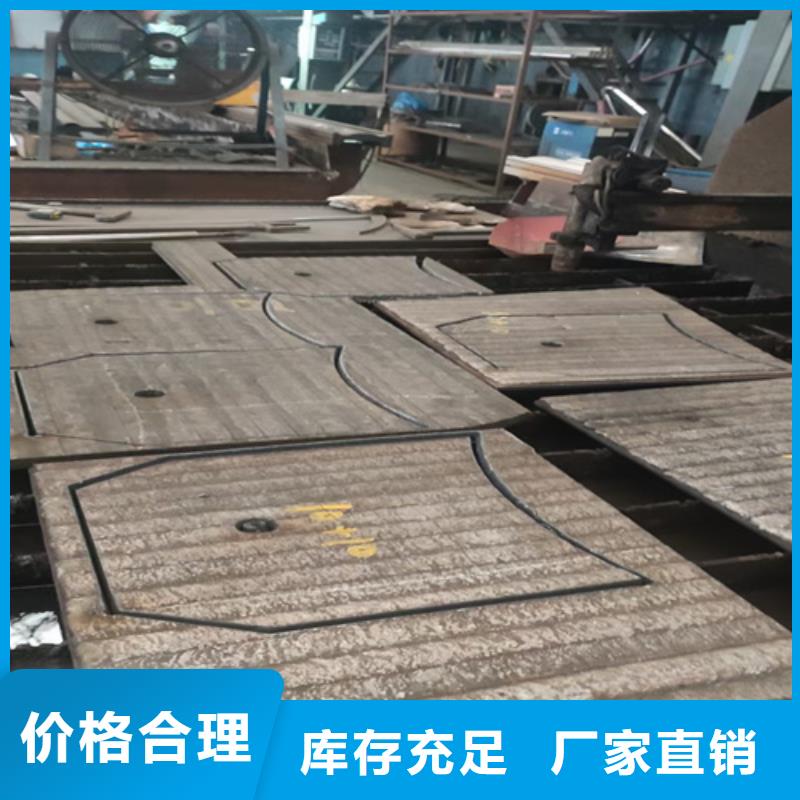
常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板

堆焊层硬度测试选用Q235作为基板,焊丝采用相同的焊丝D95、华尔网当地相同的工艺,在不同厚度δ1的基板上,堆焊不同厚度δ2的堆焊层,进行大面积(大于4.5㎡)的堆焊试验,然后对每种规格堆焊板取样进行检测,其表面硬度的平均值。板的表面硬度随着基板厚度的变化略有变化,主要是检测误差所致,但随着堆焊层厚度的增加,硬度增加较为显著;当堆焊层厚度大于4mm时,不管基板厚度如何,其表面硬度均大于57HRC,达到了板的设计要求,也满足产品对板的使用要求。6、华尔网当地结语采用明弧焊药芯焊丝堆焊生产复合钢板,与其他工艺方法相比,其工艺过程操作简单方便,堆焊层稀释率低,熔敷,板材整体变形小,堆焊面,强,再加工性能良好。利用该工艺技术生产的板产品,因其具有性能指标、华尔网当地产品质量稳定、华尔网当地生产成本较低、华尔网当地适应性强等特点,在不同的行业广泛应用,具有的市场竞争力,已经被越来越多的板生产企业采用,具有很好的社会经济效益。复合耐磨钢板


基材及焊丝的选择3.1基材的选择复合耐磨钢板的基材要求有较好的韧性和可焊性,且价格适中。根据市场调研和分析,相对其他结构钢材料,Q23s钢含碳量适中,综合性能较好,强度、华尔网同城塑性和可焊性都相对较佳,所以采用Q23s碳素结构钢作为复合板的基材。由于这四种Q23s钢的屈服强度和抗拉强度一样,化学成分略有差别,考虑到成本问题,我们选用Q23sA做为复合板的基材。3.2焊丝的选择通过反复试验,我们选用北京焊博焊接材料有限公司研制的药芯焊丝D9s明弧堆焊焊丝,该焊丝熔敷金属的化学成分,其熔敷金属是Cr-Fe-C型高铬合金材料,22%~27%的铬含量和3.0%~5.0%的碳含量,可以在堆焊层中形成体积分数超过50%的Cr7C3碳化物。在合金组织中碳化物是组成物中硬和的相(碳化物的显微硬度为HV1300一1800),该堆焊层组织中存在大量的碳化物相,使得在磨损过程中磨粒的压人及摩擦受到强烈阻碍。同时,共晶组织同碳化物有适宜的强度结合,可使碳化物不易脱落,相当于在强度的基体上嵌人颗粒,尤其是在施焊过程中我们采用工艺,使碳化物的生长方向垂直于板面,因此整个堆焊层具有优良的抗磨粒磨损性能。



公司为各种用途的客户提供高性能的产品,诚信为本,严谨务实、注重服务,致力于为客户提供优良产品。
我们坚持品质
我们坚持优质原材料
我们坚持原料合理配比
我们坚持质量至上



