


联系我们

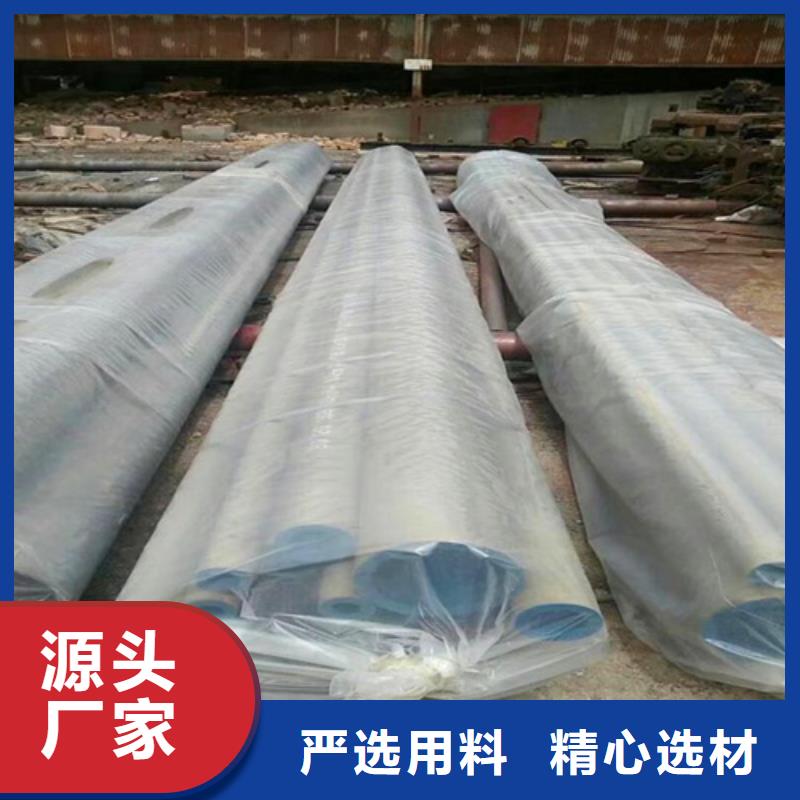
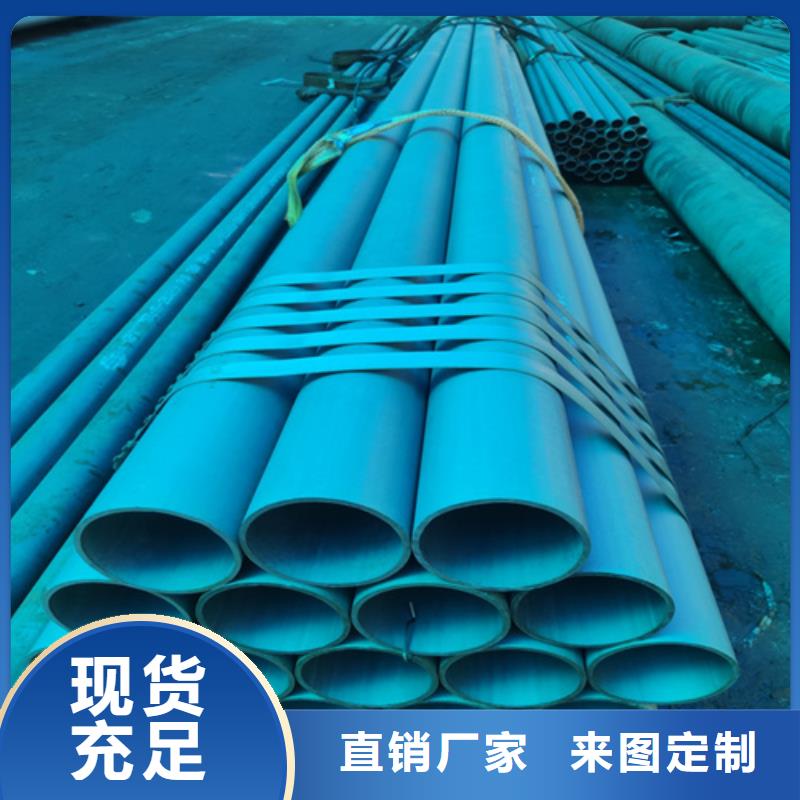
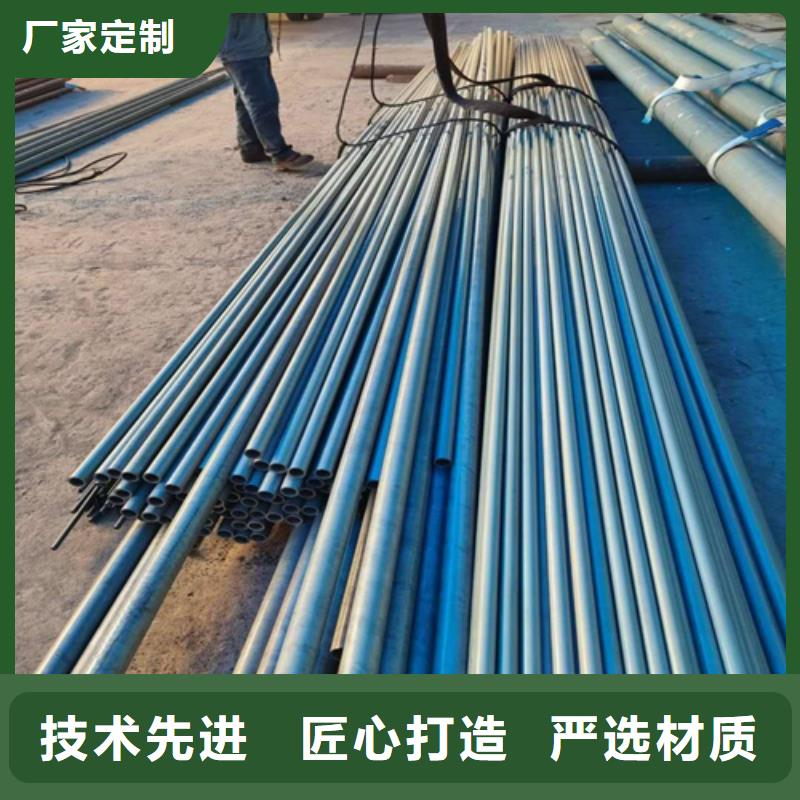
青铜峡酸洗钝化无缝钢管酸洗磷化无缝钢管
更新时间:2024-12-25 10:34:49 浏览次数:1 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 400/吨 |
| 发货期限 | 2天内 |
| 供货总量 | 50000 |
| 运费说明 | 汽运 |
| 最小起订 | 0.1 |
| 质量等级 | 1级 |
| 是否厂家 | 厂家 |
| 产品材质 | 碳素管 |
| 产品品牌 | 宝钢 攀钢 |
| 产品规格 | 10-536 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 10-536 |
| 可售卖地 | 全国 |
| 产品重量 | 0.19 |
| 产品颜色 | 可定制 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 全国 |
| 是否进口 | 否 |
| 产品 酸洗钝化无缝钢管 | 产品表面 可定制 |
| 生产工艺 热轧管 | 计重方式 过磅 |
| 是否加工 可酸洗配件 | 连接方式 焊接式 |




钢管在酸洗时要经常振动,在振动过程中要把钢管平放在酸槽的横条石上,反复起动一侧吊带3次后再起动另一侧吊带3次,重复两次后再吊起;振动上升角度不大于15°。7、酸槽加温时,先将蒸汽管固定牢固后再打开蒸汽阀门。8、天车吊管进、出酸槽时,不得撞击槽壁,防止损坏酸槽。9、钢管的欠酸洗的主要原因:(1)钢管在进料时要严格检查,要做到不合格钢管不投入酸洗。(2)钢管在振动时不认真操作。(3)酸洗钝化无缝钢管时间及盐酸含量不足。10、钢管过酸洗的主要原因:(1)盐酸含量过高。(2)酸洗时间过长。11、酸洗后检查钢管外表面是否光滑、有无残留氧化铁皮、有无油垢污染钢管表面。
酸洗钝化无缝钢管碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。酸洗磷化,钝化的原理 酸洗钝化无缝钢管无缝钢管酸洗返锈工艺流程 酸洗钝化无缝钢管后如何处理酸水? 酸洗钝化无缝管适用于各种形状的钢铁件的除油 酸洗钝化无缝管适用于各种形状的钢铁件的除油 酸洗钝化钢管的酸洗磷化,钝化的知识 酸洗钝化无缝管适用于各种形状的钢铁件的除油
酸洗钝化无缝钢管的方法有2种,如下: 1.硫酸:稀释至20左右的浓度,加热到6065度,一般洗20-30分钟; 2.盐酸:同样稀释至20左右的浓度,直接室温酸洗,一般洗20-30分钟;酸洗后(以去除氧化皮为准),要立刻用水冲刷,立刻中和处理,防锈的话,还要进行钝化处理。钝化无缝钢管管步骤:清洗技术,通过化工部的技术鉴定,缓蚀剂及产业清洗(二级)等级评定,从采样,分析,施工方案制定,清洗剂的配制,缓蚀率检测以及终形成了一套科学治理方法,具有污垢彻底,清洗速度快,缓蚀率高,操纵简便,机能不乱可靠和用度低廉等特点,合用于各类大型装置(包括引进装置)及其他设备的系统清洗及防腐。品牌钝化无缝钢管管现货 质量靠谱
奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-、Br-、F-等卤素离子效果下,极易遭到毁坏。为确保酸洗钝化质量,酸洗钝化起首需思索采用酸洗钝化液浸泡的方法,在不方便于采用液体浸泡的状况下,才思索用涂刷酸洗钝化膏的方法,但不宜运用涂刷酸洗钝化液的方法。当采用酸洗钝化液浸泡的方法时,需按期对浸泡液进行测试和化验酸洗钝化的常规工艺过程如下:→酸 洗→ 冲 洗→ 钝 化(池 洗)→预处理→→酸洗钝化(二合一)液(池洗)→冲洗→后处理→酸洗钝化(二合一)膏(池洗)→酸洗钝化无缝钢管:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。其钝化首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的、能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。