
深入了解异型管镀锌钢管优质材料厂家直销产品,一部视频就够了,快来观看!
以下是:异型管镀锌钢管优质材料厂家直销的图文介绍
总经理陈经理携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 山西运城管道输送管、低合金方管、镀锌钢管、镀锌钢管厂家行业的美好明天而共同努力。



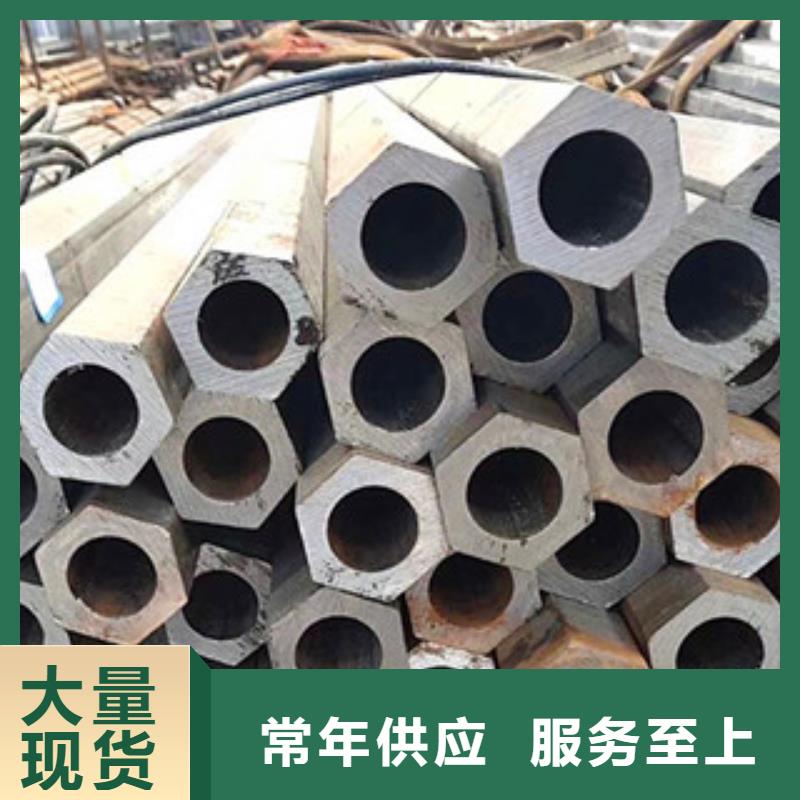
矩形钢管按生产方法可分为两大类:无缝矩形钢管和有缝矩形钢管,有缝矩形钢管简称为直缝矩形钢管。无缝矩形钢管按生产方法可分为:热轧无缝管、冷拔管、精密矩形钢管、热扩管、冷旋压管和挤压管等。无缝矩形钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接矩形钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊接矩形钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接矩形钢管、螺旋缝电焊矩形钢管、直接卷焊矩形钢管、电焊管等。无缝矩形钢管可用于各种行业的液体气压管道和气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道、电器管道等。 # 影响异型管壁厚等级的因素:腐蚀余量是考虑因介质对异型管的腐蚀而造成的管道壁厚减薄,从而增加的管道壁厚值。它的大小直接影响到壁厚的取值,或者说直接影响到壁厚等级的确定。许多的工程公司或设计院通常都将腐蚀余量分为四级:无腐蚀余量,对一般的不锈钢管道多取该值;1.6mm腐蚀余量,对于腐蚀不严重的碳素钢和铬钼钢多取该值;3.2mm腐蚀余量,对于腐蚀比较严重的碳素钢和铬钼钢管道多取该值;加强级腐蚀余量,对于有固体颗粒冲刷等特殊情况下的管道,根据实际情况确定其具体值。 # 六角钢管一般用于机械加工零部件,这种钢大多用于制造心部强度要求较高,表面承受磨损、截面在30mm以下的或形状复杂而负荷不大的渗碳零件(油淬),如:机床变速箱齿轮、齿轮轴、凸轮、蜗杆、活塞销、爪形离合器等;对热处理变形小和高耐磨性的零件,渗碳后应进行高频表面淬火,如模数小于3的齿轮、轴、花键轴等。此钢也可在调质状态下使用,用于制造工作速度较大并承受中等冲击负荷的零件,这种钢还可用作低碳马氏体淬火用钢,更进一步增加钢的屈服强度和抗拉强度(约增加1.5~1.7倍)。 # 异型管在进行热处理时,应该注意避免加热缺陷。过烧:加热温度过高,不仅引起奥氏体晶粒粗大,而且晶界局部出现氧化或熔化,导致晶界弱化,称为过烧。钢过烧后性能严重恶化,淬火时形成龟裂。过烧组织无法恢复,只能报废。因此在工作中要避免过烧的发生。氢脆:度异型管在富氢气氛中加热时出现塑性和韧性降低的现象称为氢脆。出现氢脆的工件通过除氢处理也能氢脆,采用真空、低氢气氛或惰性气氛加热可避免氢脆。脱碳:钢在加热时,表层的碳与介质中的氧、氢、二氧化碳及水蒸气等发生反应,降低了表层碳浓度称为脱碳,脱碳钢淬火后表面硬度、疲劳强度及耐磨性降低,而且表面形成残余拉应力易形成表面网状裂纹。



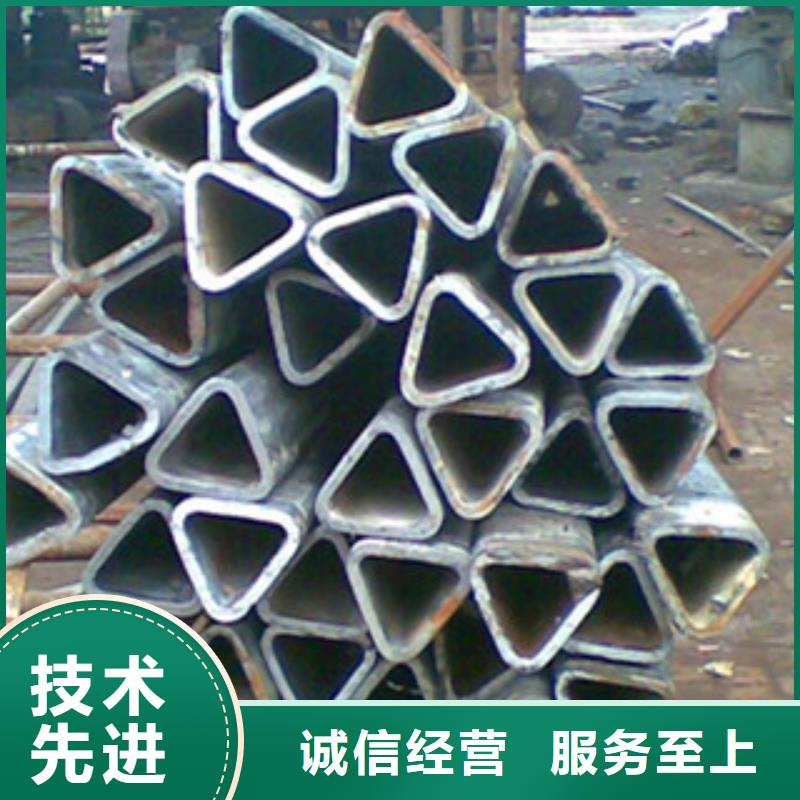
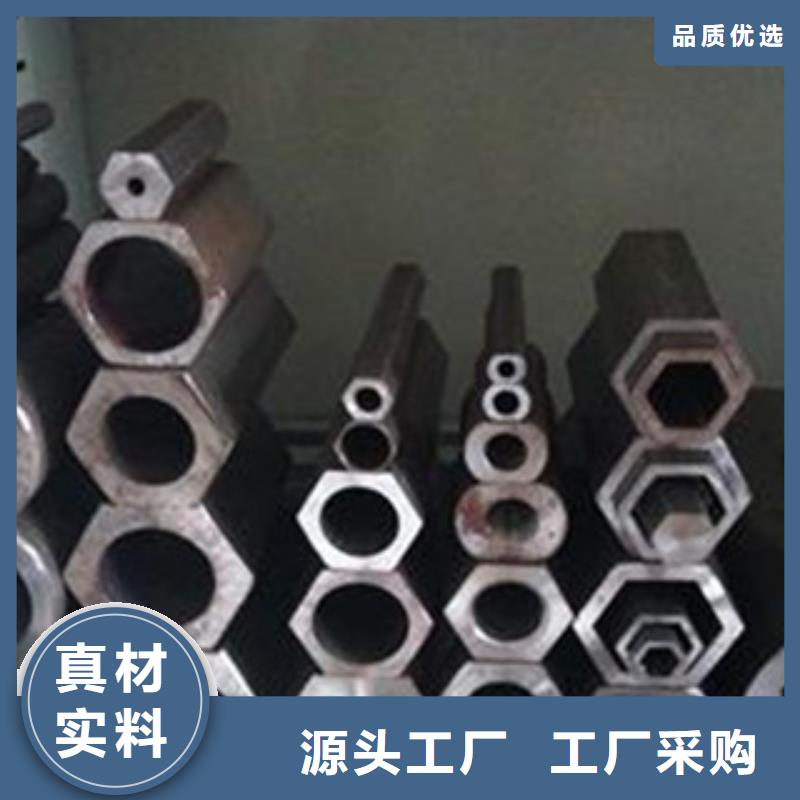
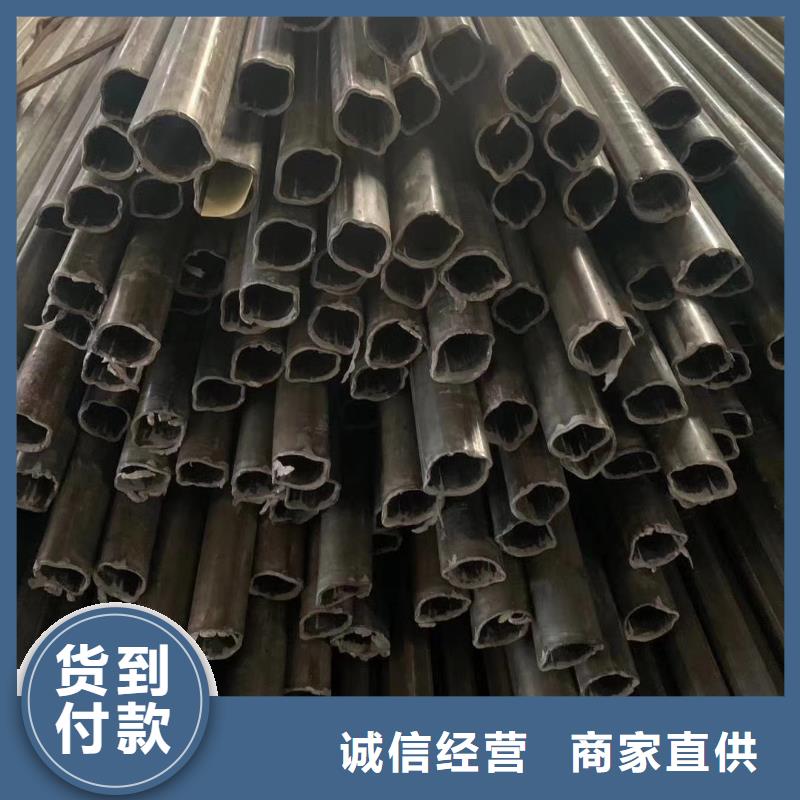
承载力高、延性好,抗震性能优越,据研究表明,矩形钢管混凝土柱的承载力高于相应的钢管柱承载力和矩形钢管混凝土柱承载力之和。钢管和矩形钢管混凝土之间的相互作用使钢管内部矩形钢管混凝土的破坏由脆性破坏转变为塑性破坏,构件的延性性能明显改善,耗能能力大大提高,具有优越的抗震性能。 矩形钢管按制管材质(即钢种)可分为:碳素管和合金管、不锈矩形钢管等。碳素管又可分为普通碳素矩形钢管和优质碳素结构管。合金管又可分为:低合金管、合金结构管、高合金管、度管。轴承管、耐热耐酸不锈管、精密合金(如可伐合金)管以及高温合金管等。 异型无缝钢管:异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。 冷拨精密无缝钢管的使用方法:冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。 冷拨管的应用:冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。



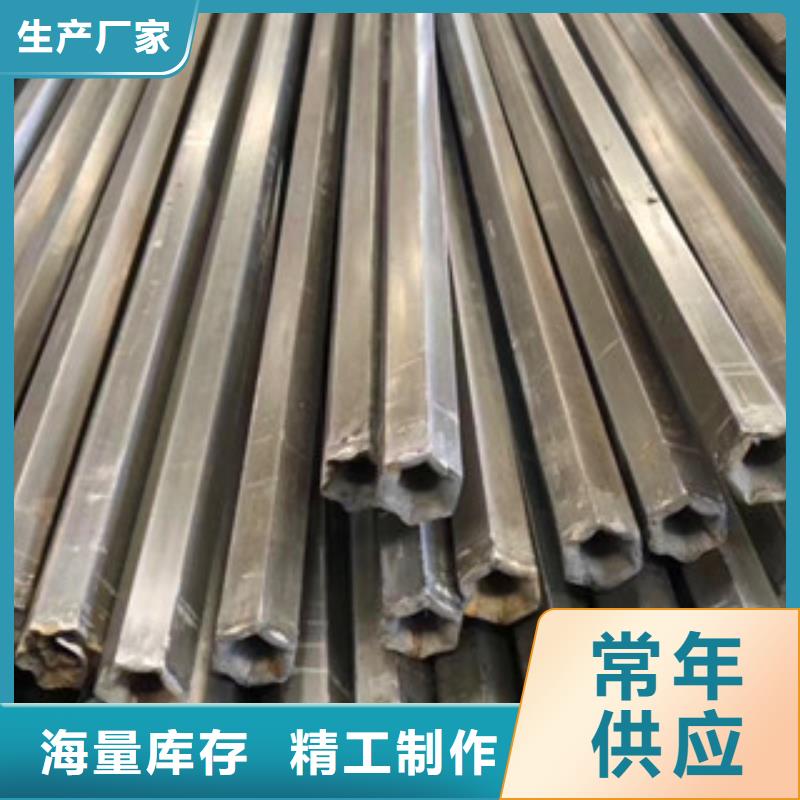
工艺要求进行等温淬火的异型管有的可不进行回火处理。但对于部分淬火的异型管,其内部残留奥氏体将会在随后的空冷过程中转变为马氏体,因此必须进行回火处理,目的是无缝钢管脆性和稳定尺,需要注意的是回火温度应低于等温温度。钢种限制如对碳素无缝异型管等淬透性较低的钢种进行等温淬火,应当适当提高淬火加热温度,增加奥氏体的稳定性,避免和防止在等温过程中发生高温非贝氏体的转变。 时间要求等温淬火的温度和时间应根据异型管的性能要求,参照该钢种的C曲线来确定,原则是奥氏体全部转变为下贝氏体,关于冷却介质通常采用硝盐浴溶液,为保证温度的稳定,应在介质中加入冷却装置,以防止介质温度的提高而影响到淬火质量。另外等温时间的长短应以异型管组织转变结束为基准,过长则降低了作业效率,因此要认真对待。 异性钢管概念有哪些?【1】异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来出产。出产主要靠平辊轧制整型,因为平辊是两辊式构造形式,存在方矩形管四个角的辊缝不等和角部受力状况不共同的疑问,造成方矩形管四个角不尖不等,R=1.2t,矩形管尺为外圆角半径,f为壁厚。尽管契合有关公司标准,但不能满意用户对商品的高质量的需求。新式规划采用了土耳其头四辊轧制整型,因为土耳其头上装的四辊构造一样,四个角的辊缝持平,角部受力状况共同,当轧制力足够大时,角部发生塑性变形使金属填充角部,管的外外表构成了平面与弧面之间的交线——即尖角,【2】尖角异形钢管,矩管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角构成机理与一般方矩形管靠弯曲成角是不同的,它靠的是轧辊的轧制力,经过弧形拱发生挤压力F,如图2所示,使钢带角部发生塑性变形从而使异形钢管,矩管,方管填充角部而成。弧形拱对角填充的压力土耳其头四辊在一定的弧面作用于钢带的同一横截面,满意式(1)的条件,即可经过轧辊压力使角部金属发生塑性变形,构成尖角。 不锈钢异型管是较新的技术:(一)高频焊,高频焊用于焊接不锈钢异型管是较新的技术。其生产的经济性,高频焊接具有较电源功率,对不同的材质、外径壁厚的管材都能达到较高的焊接速度。与氩弧焊相比,是其高焊接速度的10倍以上。因此,生产一般用途的不锈钢管具有较高的生产率。因为高频焊接速度高,给焊管内毛刺的去除带来困难。目前,高频焊不锈钢异型管尚不能为化工、核工业所接受,这也是其原因之一。从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢种。(二)氩弧焊,不锈钢异型管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5-10%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度。多焊炬氩弧焊适用于奥氏体和铁素体不锈钢异型管的焊接。(三)组合焊接,不锈钢异型管的各种焊接方法均有各自的优点和不足。如何扬长避短,将几种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢管质量和生产效率的要求,是当前不锈钢焊接技术发展的新趋势。经过近几年的探索研究,组合焊接工艺已取得了进展,常见的组合方法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接提高焊速十分显着。对于采用高频预热的组合焊接异型管焊缝质量与常规的氩弧焊、等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好。 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。

