




数控钢筋笼滚焊机的工作原理: 绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。三、钢筋笼滚焊机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而建贸机械生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。四、钢筋笼滚焊机的加工特性: 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,机械化加工的钢筋笼都能达到监理要求,基本实行了免检。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。

 3、精密程度不同。钢筋笼滚焊机制作出的钢筋笼不会出现直径內缩现象,绕筋缠绕的误差一米在2CM左右,非常标准。而钢筋笼绕筋机根据要生产的钢筋笼主筋和绕筋粗细程度的对比不同有的会出现直径內缩现象,绕筋缠绕的误差也会稍微大一些。4、生产速度不同。一般而言如果工人能够提前把加强圈和主筋焊接好供钢筋笼绕筋机生产的话,钢筋笼绕筋机的生产速度要高于钢筋笼滚焊机。5、需要工人数量不容。钢筋笼滚焊机只需要3个工人就可生产,2人上料和准备加强圈,一人操作设备进行焊接。而钢筋笼绕筋机需要工人多一些,需要工人把主筋和加强圈焊接好,供钢筋笼绕筋机使用,大概需要4人,再加上一个人操作设备焊接。共需要5人操作。6、设备占地面积不同。拿标准长度的设备而言,都是可以制作12米长度的钢筋笼。钢筋笼滚焊机要占地长度27米,钢筋笼绕筋机只需要占地13米左右。
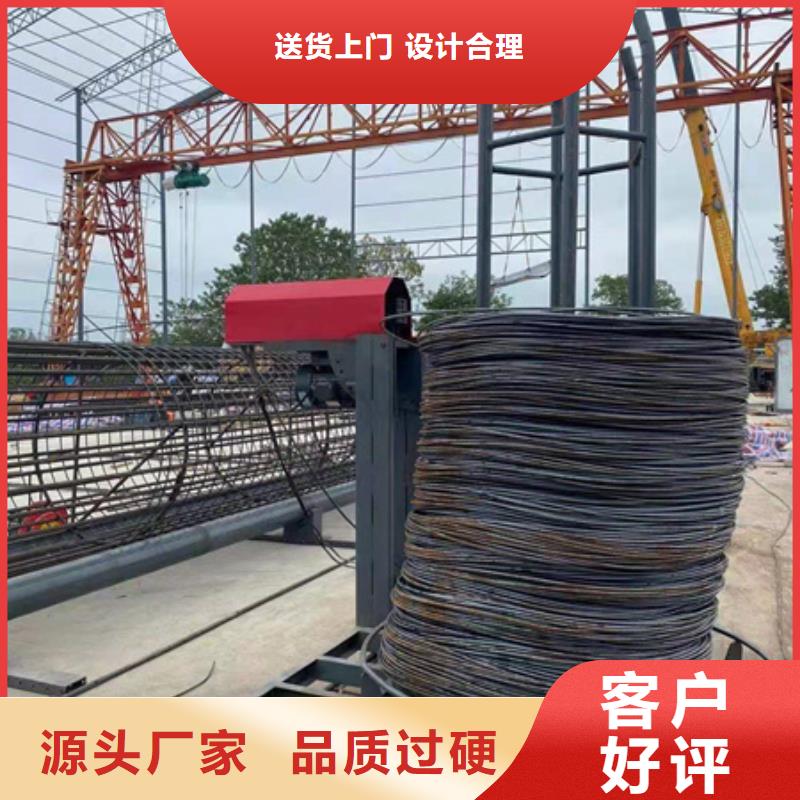
定制益阳数控钢筋笼地滚笼机
建贸厂家的绕筋机JMRLJ3000型钢筋笼成型机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架)。其标准节连接、长短按需组装方式的产品JMRLJ2000型钢筋笼成型机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。钢筋笼主筋通过自动上料到分料架,分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的训练程度进行)前进,同时进行焊接,从而生产出成品钢筋笼。钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1CM内,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊接饱满、牢固,可实现监理。钢筋笼应在硬化后场地上,并铺设枕木进行制作,制好后的钢筋骨架应平整垫放,钢筋笼加工要求采用模具标准化制作。钢筋笼应每隔1~2m设置临时十字加劲撑,以防变形;加强箍肋应设在主筋的内侧,环形筋在主筋的外侧,并同主筋进行点焊而不是绑扎。
3、精密程度不同。钢筋笼滚焊机制作出的钢筋笼不会出现直径內缩现象,绕筋缠绕的误差一米在2CM左右,非常标准。而钢筋笼绕筋机根据要生产的钢筋笼主筋和绕筋粗细程度的对比不同有的会出现直径內缩现象,绕筋缠绕的误差也会稍微大一些。4、生产速度不同。一般而言如果工人能够提前把加强圈和主筋焊接好供钢筋笼绕筋机生产的话,钢筋笼绕筋机的生产速度要高于钢筋笼滚焊机。5、需要工人数量不容。钢筋笼滚焊机只需要3个工人就可生产,2人上料和准备加强圈,一人操作设备进行焊接。而钢筋笼绕筋机需要工人多一些,需要工人把主筋和加强圈焊接好,供钢筋笼绕筋机使用,大概需要4人,再加上一个人操作设备焊接。共需要5人操作。6、设备占地面积不同。拿标准长度的设备而言,都是可以制作12米长度的钢筋笼。钢筋笼滚焊机要占地长度27米,钢筋笼绕筋机只需要占地13米左右。
定制益阳数控钢筋笼地滚笼机
建贸厂家的绕筋机JMRLJ3000型钢筋笼成型机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架)。其标准节连接、长短按需组装方式的产品JMRLJ2000型钢筋笼成型机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。钢筋笼主筋通过自动上料到分料架,分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的训练程度进行)前进,同时进行焊接,从而生产出成品钢筋笼。钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1CM内,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊接饱满、牢固,可实现监理。钢筋笼应在硬化后场地上,并铺设枕木进行制作,制好后的钢筋骨架应平整垫放,钢筋笼加工要求采用模具标准化制作。钢筋笼应每隔1~2m设置临时十字加劲撑,以防变形;加强箍肋应设在主筋的内侧,环形筋在主筋的外侧,并同主筋进行点焊而不是绑扎。
 jmc
jmc
