





数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。
金属带锯床的分类:
根据结构分为卧式金属带锯床、立式金属带锯床、卧式又分为剪刀式、双立柱、单立柱式带锯床; 根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型; 根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割); 根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
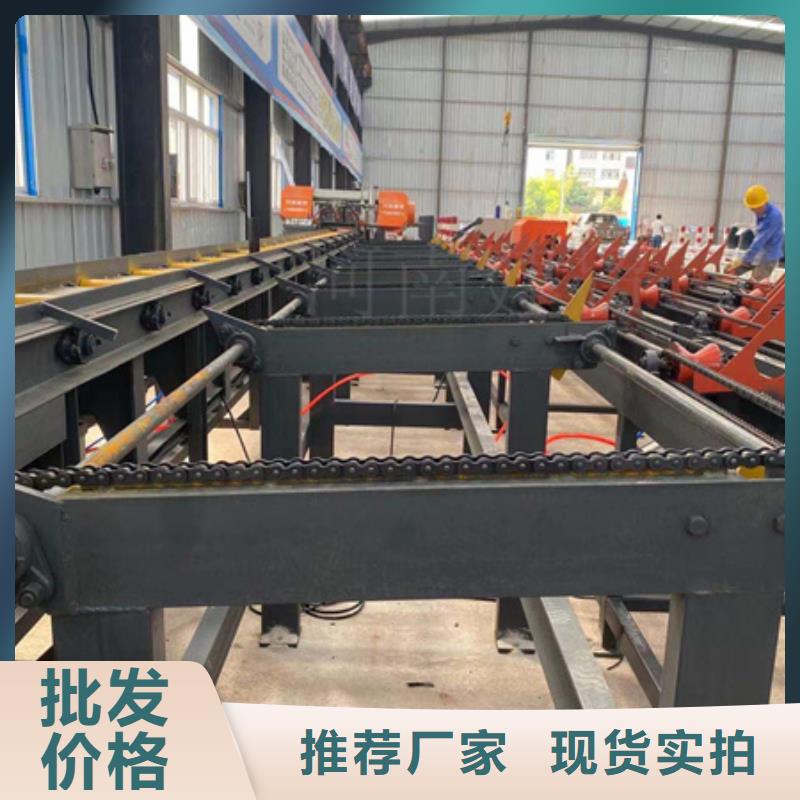
金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床的主要特征:
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
 伊犁4240型锯床查看详情
建贸机械设备有限公司
伊犁4240型锯床查看详情
建贸机械设备有限公司
带锯床主要特点:
◎切削速度液压控制,无级调速;
◎导向块结构科学合理,延长锯条的使用寿命;
◎双立柱结构,操作平稳;
◎锯切稳定,精度高;
◎工作夹紧采用液压夹紧,操作方便。
产品常用名称:锯床,带锯床,卧式带锯床,双柱式带锯床,金属带锯床,GB4230带锯床。
产品型号 GB4230
切削范围(mm) Φ400-400×400
锯带规格(mm) 3565×34×1.1
锯带线速(m/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 2.2
外型尺寸(mm) 2200*1100*1500
净重kg 750kg
 jmc
48951
jmc
48951
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1100
所售的机床均为,并由数控机床为你提供产品的售后服务。数控机床品牌所有产品均享受一年的产品质量保障。我单位的设备出厂产品按照 标准,行业标准 ,确保产品运行的可靠性,稳定性,性及各项精度。
锯床切削液的应用与作用。带锯床油一热液压柱升不起来的原因分析。带锯床液压油在使用过程中会因摩擦、外力作用等因素造成油温升高,油温升高之后液压油粘度下降,达不到原有标准,在液压油油温升到度以上时液压油基本无常工作。液压油油温升高粘度下降后,液压柱下降过程不受影响,因为油液处于释放状态,液压柱靠重力作用即可下降;液压柱上升过程中液压油需通过油泵所施加压力将压力传递至油缸活塞上将液压柱顶起,但油温升高后粘度下降,无法达到正常的压力传递,带锯床液压柱上升缓慢或无法上升;另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
