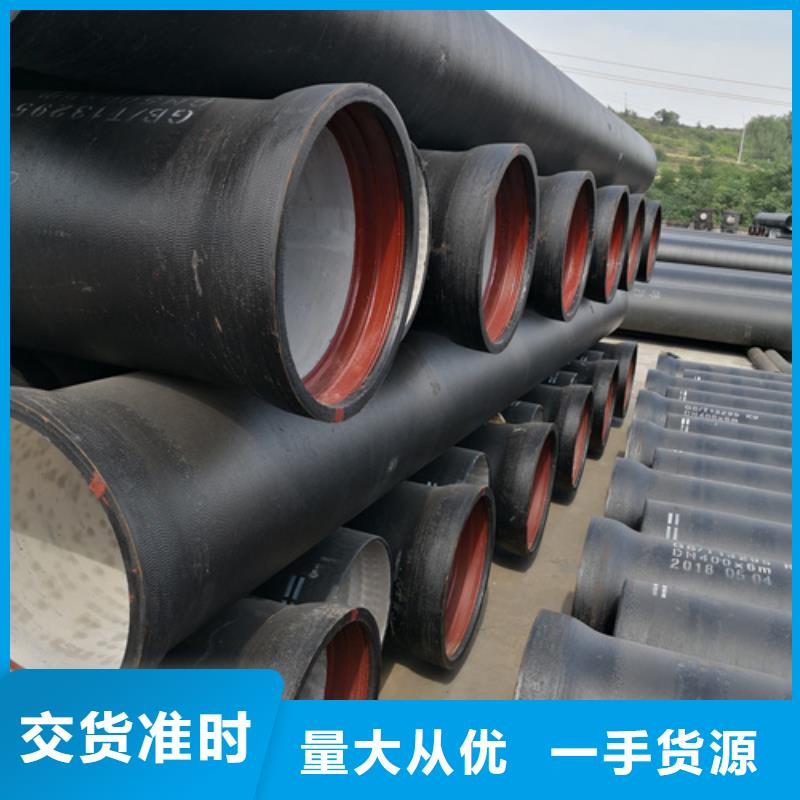




伊犁排污DN1200球墨铸铁管-送货上门 <伊犁>鹏瑞管业有限公司
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。

在如今的工业污水管件选择上,绝大多数都是球墨铸铁管。这主要是球墨铸铁管具有很好的抵抗外力的情况,而且球墨铸铁管的防腐性一直比较优异,不仅如此,现在球墨铸铁管在水电站、引水管等领域也发挥出了很好的效果。 当然,球墨铸铁管也可能会因为搬运或者改装时出现大力磕碰等问题,这些原因很可能会引发球墨铸铁管的渗漏现象,这就会对水管的水压造成很大影响,那么,该怎么补救呢?通常情况下球墨铸铁管不会出现漏水的情况的,但是万一出现了怎么办?下面就来说一下解决办法: 1、采用铸铁焊条进行焊接修补。 2、在大部分人不用水的时间,将有裂纹及渗漏水的地方打磨干净,用环氧树脂涂抹在有裂纹的地方,然后用白纱带或者玻璃丝带包裹一层,然后再涂抹一层环氧树脂,即可修补好。 3、制作两个宽度等于裂纹长度,半径等于铸铁下水管外半径的U型抱箍,先用1--2毫米厚的橡胶板将管道有裂纹及渗漏水的地方包裹起来,然后用制作好的抱箍将橡胶板与管道紧紧抱紧,这样也可以不再漏水了。 4、用合好的快干水泥在裂纹及渗漏水之处包磨一层,然后将水泥抹层临时固定,待水泥凝固后去掉固定物即可。 5、用云石胶(大理石石头专用胶水)黏结修补。
伊犁排污DN1200球墨铸铁管-送货上门

