



球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
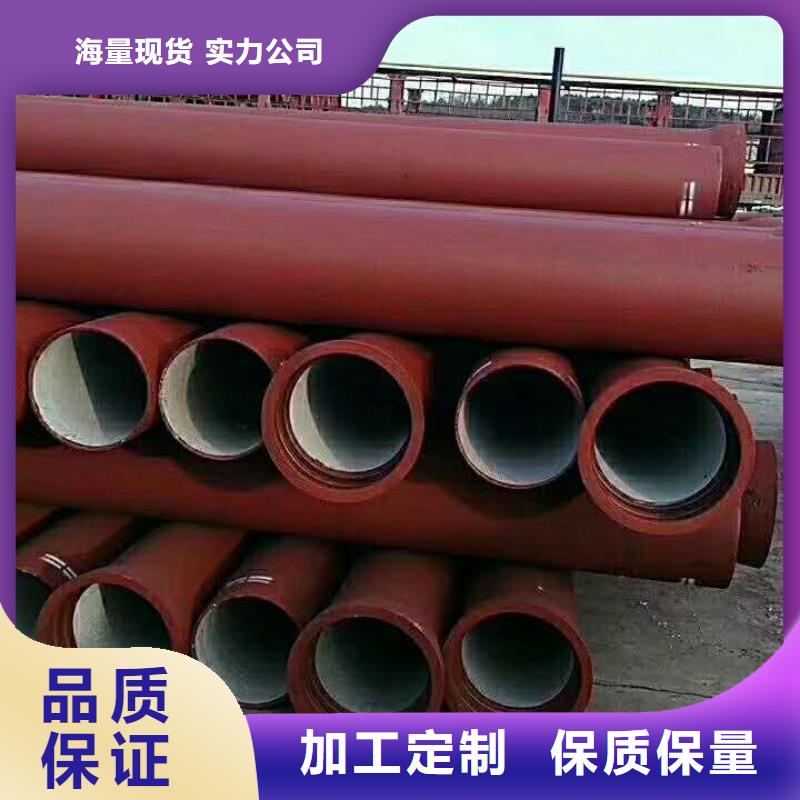
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
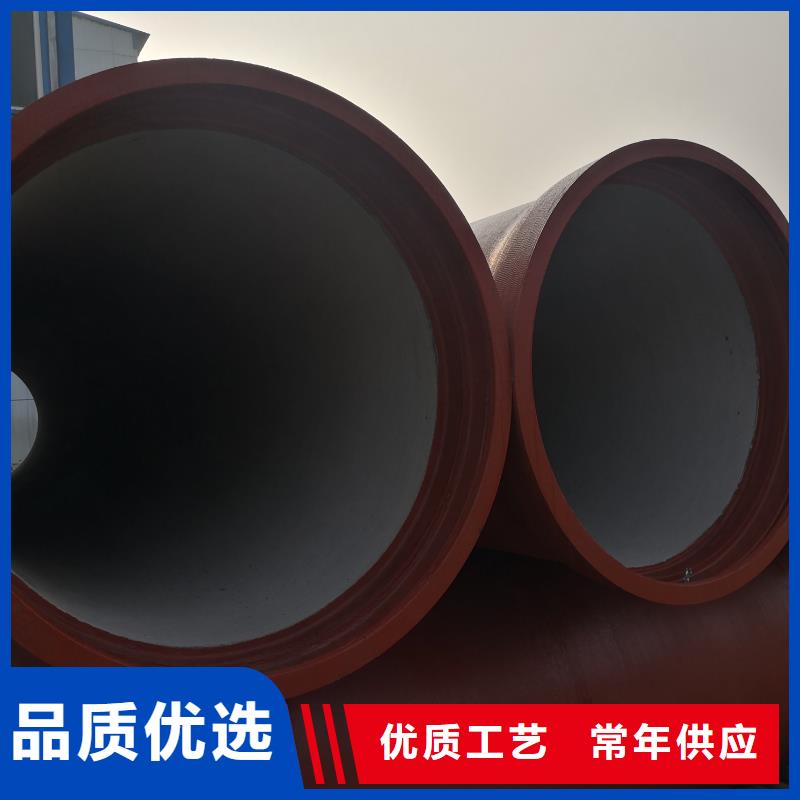
球墨铸铁管将插口插入承口中直到与密封圈同轴接触,必须正确的校直,使要连接的离心球墨铸铁管或管件中轴线相重合。连接管子时如发现插入阻力过大,应立即停止,拔出管子,检查橡胶密封圈位置和承插口,查明原因再行安装。插入的深度在两条标线中间即可。将金属直标尺插入承口内和管壁之间的环形空间,直至碰到橡胶密封圈,沿管一周检测深度是否均匀。深度检测一致时,说明安装到位完好。若不一致,则可能胶圈脱位,需要重量安装。
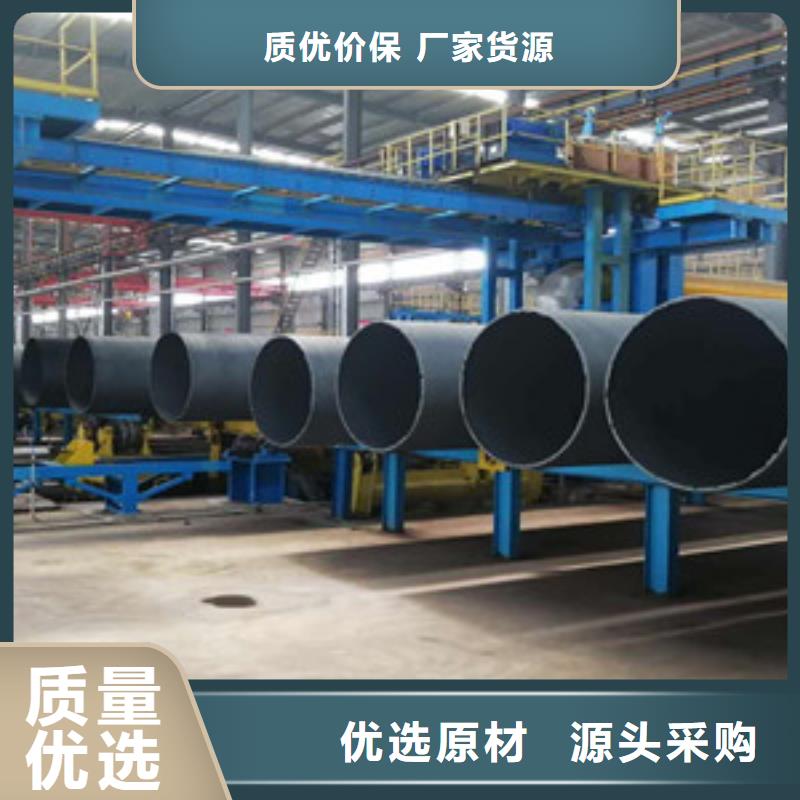
球墨铸铁管逐步开发应用了从炉料处理、修炉、烘炉到配加料、鼓风。炉况控制、铁液检验等全过程的操作技术。在较短的历程中,我们在冲天炉理论研究、炉子结构、修炉材料、送风系统、热能利用、强化底作燃烧、炉内气氛调整控制、铁液炉前检验、消烟除尘、非焦炭化铁、配料及熔炼过程计算机优化控制等诸多方自都取得了可喜的成绩。球墨铸铁管冲天炉居铸铁熔炼设备之首,至今仍担负着80%以上铸铁件的熔炼任务。70年代以后,符合我国特点的炉型和熔炼技术已逐渐完善和成熟。
停牌时间预计不超过1个月。此外,此次重大资产重组的标的资产,初步意向为钢铁行业资产,但是资产范围尚未终确定,双方也尚未签订重组框架或意向协议。8月29日,武钢股份(600005SH)发布半年报称,宝钢集团与武钢集团的重大资产重组仍在进行中,将继续停牌,停牌时间预计不超过1个月。球墨铸铁管定义使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,称之为“球墨铸铁管”,简称为球管、球铁管和球墨铸管等。 8月29日,武钢股份发布半年报称,宝钢集团与武钢集团的重大资产重组仍在进行中,将继续停牌。
