


更新时间:2024-12-26 13:25:52 浏览次数:1 公司名称:沧州 鸿顺管道科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 2650/吨 |
| 发货期限 | 3-5天 |
| 供货总量 | 9898980 |
| 运费说明 | 电议 |
| 品牌 | 友发 |
| 产地 | 聊城 |
| 型号 | 齐全 |









我面在使用衬塑防腐设备时,特别是在一些恶劣环境,经常会接触到一些高腐蚀性物质,但是我们能发现它的防腐蚀性很好,不过它的胎具在施工过程中应当注意达到要求,下面我们就来看看其要求吧。
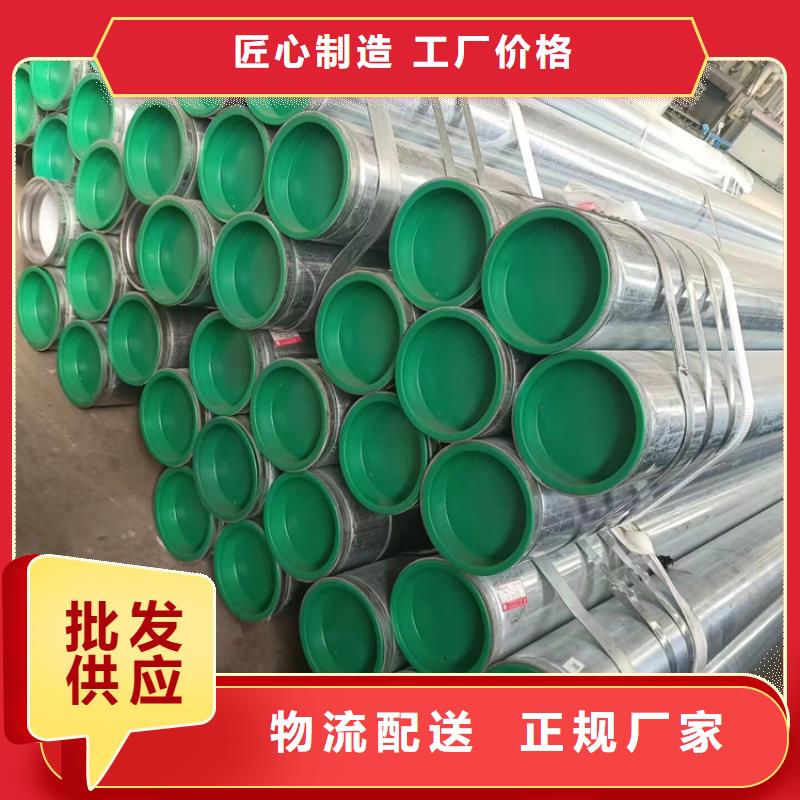
加热后缓慢地压下并完全压平胎具,用水冷却到环境温度,再拆下胎具;将衬好的衬塑设备上好盲板,送入加温圆筒中,连接好压缩空气管;用中频加热的方法加热圆筒,加温到280℃左右,缓慢地通入8到l0kgf/cm2的压缩空气;将钢衬管放在水槽中并让钢管全部浸入水中,缓慢地通入15kgf/cm2的压缩空气;检查钻孔处是否产生气泡,如无气泡,证明衬塑设备良好,否则证明已坏;衬好以后,用木盲板将两端封好。衬塑设备具有良好的性能,使得它具备良好的使用条件,胎具是该设备的一部分,它的施工效果和整个设备的施工效果存在一定的关系,因此胎具的施工不仅要达到要求,而且施工完毕还应该做好检查。增加衬塑防腐设备性能的方法衬塑复合管道的防腐防锈功能
然后设备获得与基体的联系;通常将基体预热至挨近粉末资料的熔点。涂层查看防腐管道在喷涂过程中及喷涂完一个罐后,四氟面料设备对悉数涂层进行查看,首要查看有否漏喷,外表是不是平坦润滑和机械损害等可见缺点,然后进行修补,对查出不良的部位进行修补。加热塑化:喷涂聚乙烯涂层,因为聚乙烯熔化缓慢,涂层流平性略差,因此在喷涂后,需用喷枪从头加热处理或许喷涂后中止送粉使涂层熔化,流平后再持续喷涂;加热时,应避免涂层过热变黄。喷涂:在经预热使基体外表温度到达需求后,即可送粉喷涂。喷涂时,应坚持喷枪移动速度均匀、共同,时间留意涂层外表状况,使衬塑设备的喷涂涂层出现类似于火焰喷熔时出现的镜面反光表象,与基体外表滋润并坚持熔化。另外需要注意的一点是,尽管它防腐性能强,但不可长期在腐蚀环境中,否则也可能会慢慢削弱它的防腐性能。所以,我们在日常使用时一定要注意对它进行维护,保养的好了使用的时间也就会随之加长。
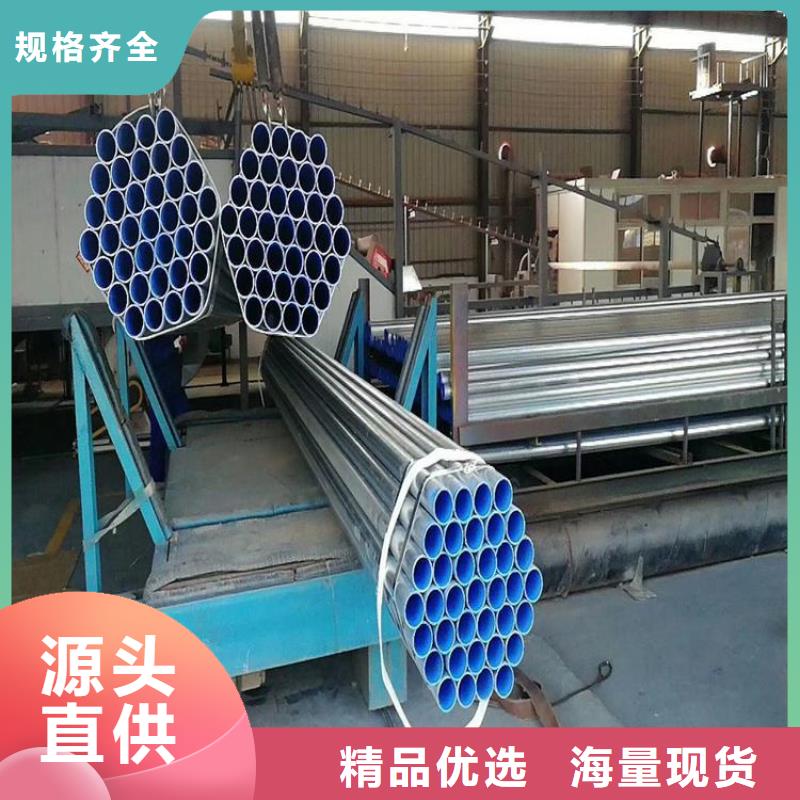
一般来说,衬塑管道的标准主要在于其管道的外观以及尺寸标准,现在市面上常见的衬塑管道有不同的类型,其中,DN50公称直径的钢管其管长必须在3米以下,厚度也不能超过3mm。 对于衬塑管道的直径,规定在2000以下的衬塑容器,其钢件的厚度 在6mm左右,单间长度控制在4500以内,而相对应的,其衬塑厚度在5-5之间,这也是标准中标定的浮动范围之一。 所以并不是所有的衬塑管道都是可以通用的,因为外界给它的作用力是不一样的,所以为了达到我们的使用要求,就需要根据标准选择合适的产品。 安装衬塑管道必要的工作 衬塑管道是非常好的材料,它在实际中的表现非常的好,但是如果想要保证它的效果还需要做好的它的安装工作,今天就给大家介绍一下安装的必要工作吧。 衬塑管道安装一般应先装地下,后装地上,先装大管道后装小管道,先支架后安装管道。
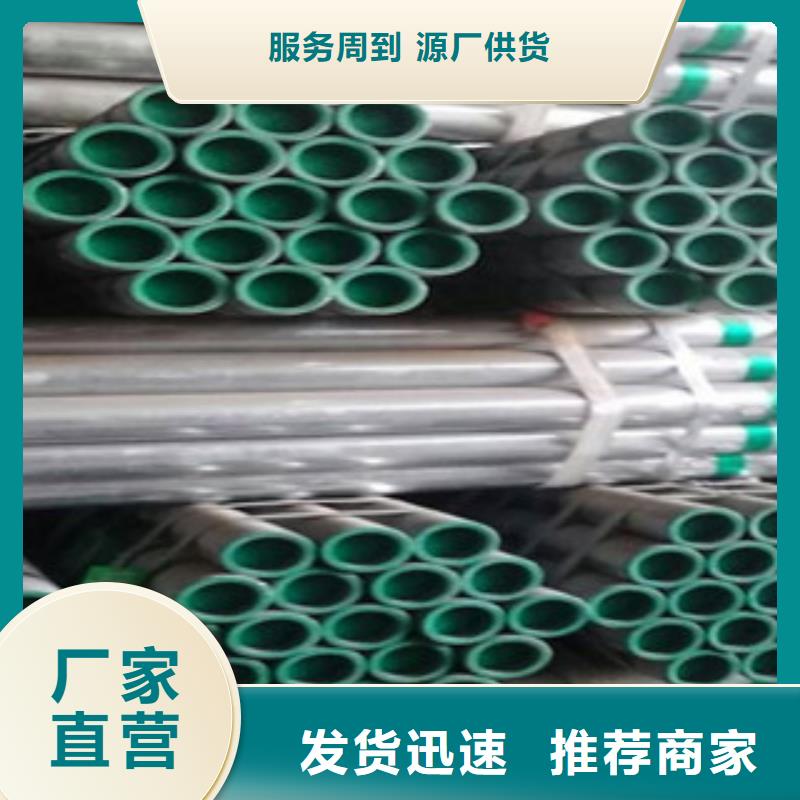
内衬聚丙烯(PP-R)钢管的内衬塑料应符合GB/T18742.2对塑料的要求。内衬硬聚氯乙烯(PVC-U)钢管的内衬塑料应符合GB/T10002.1对塑料的要求内衬氯化聚氯乙烯(PVC-C)钢管的内衬塑料应符合GB/T18993.2对塑料的要求基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。涂塑钢管
给水涂塑钢管应符合CJ/T120标准的要求。聚乙烯粉末的性能应符合CJ/T120标准的要求。环氧树脂粉末的性能应符合CJ/T120标准的要求,基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。