


对于【聚氨酯发泡保温管热浸塑穿线管厂工厂认证】产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:【聚氨酯发泡保温管热浸塑穿线管厂工厂认证】的图文介绍
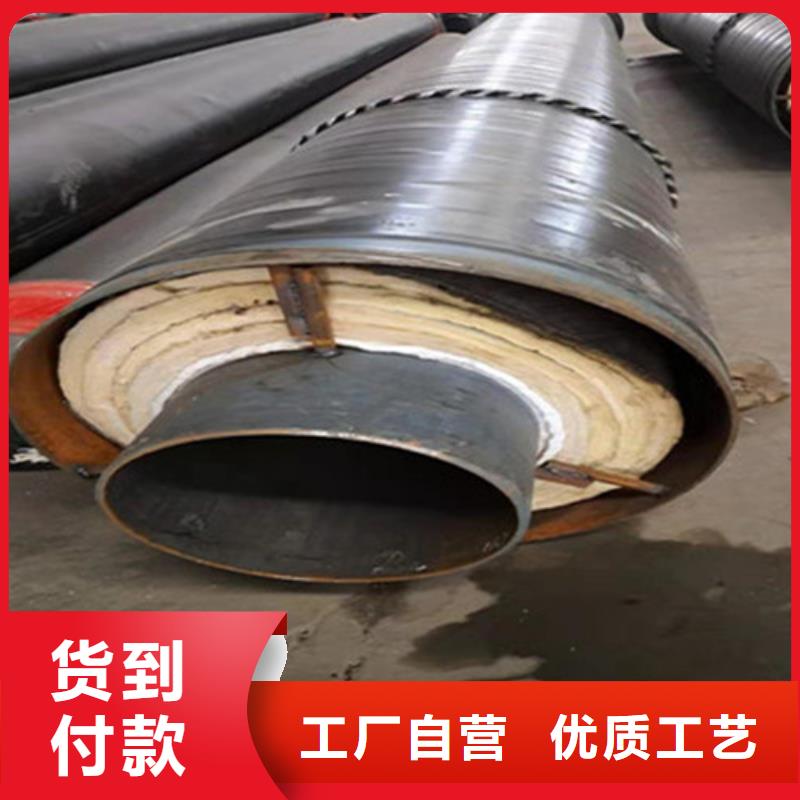
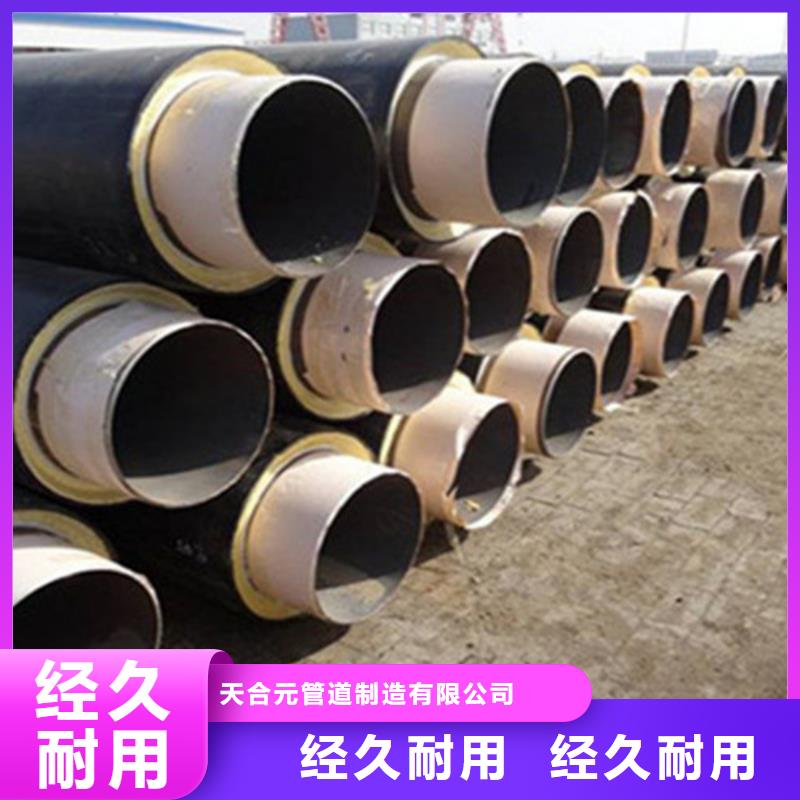
西藏聚氨酯发泡保温管等工业管道的保温、保冷工程。概述?聚氨酯发泡保温管自三十年代聚氨酯合成材料诞生以来,一直作为一种优良的绝热保温材料而得到迅速发展,其应用范围也越来越广泛,更由于其施工简便、节能防腐效果显著而被大量地用于各种供热、制冷、输油、输汽等各种管道。大量地用于各种供热、制冷、输油、输汽等各种管道。西藏聚氨酯发泡保温管小区集中采暖用直径159保温管制造厂家聚氨酯保温钢管钢套管的防腐蚀等级应根据当地土壤腐蚀性等级确定。当土聚氨酯保温管壤的腐蚀性等级为高时,防腐蚀等级应考虑特加强级,当土壤的腐蚀性等级为中时,防腐蚀等级应考虑加强级,当土壤的腐蚀性等级为低时,防腐蚀等级应考虑普通级。所以设计时一定要搞清楚管线敷设段土壤的腐蚀等级,以便防腐等级优化。西藏聚氨酯发泡保温管在中、小口径的热输油或供暖管道上,为了减少管道向土壤散热,在管道外部加上保温复合层。常用的保温材料是硬质聚氨脂泡沫塑料,适用温度为-185~120℃。这种材料质地松软,为提高其强度,在隔热层外面加敷一层高密度聚乙烯层,形成复合材料结构,以防止地下水渗入保温层内。利用高压成套聚氨酯发泡设备对钢管外表面进行抛丸除锈处理和外护管内表面电晕处理工艺,提高保温管的粘接性能。保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的间隙,



西藏聚氨酯发泡保温管保温管不仅具有传统地沟和架空敷设管道难以比拟的先进技术、实用性能,而且还具有显著的社会效益和经济效益,也是供热节能的有力措施外滑动结构技术特点:外滑动结构由于保温层与外护管之间有一层空气层,西藏聚氨酯发泡保温管管道在运输及施工过程中浸的水可在逐步暖管过程中排出,因而比较适合于雨量充沛、水位高的地区。但对于氯离子、硫离子等含量比较高的土壤。,对外钢管的防腐需加强。钢套钢保温钢管外滑动结构是基于“钢地沟”的思想设计而成。西藏聚氨酯发泡保温管直埋式高温蒸汽用预制保温管道是地下直埋中的一种管道,采用没有混凝土结构的情况下也可以进行地下直埋的方式,即工作钢管的热膨胀在外管内进行,从而降低了材料成本,缩短了施工日期,并保障了供热管道的性,可以在不同温度环境下更的广泛应用,尤其适用于高温蒸汽管道项目。西藏聚氨酯发泡保温管使用温度可达150℃-450℃?内钢管选用二度无机富锌底漆(耐温≥400℃)防腐涂层,管道端口选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前进入潮气或施工中进入水。保温材料多层错缝包扎,有效减少了热损失,同时控制外套表面措施,防止了冷桥的产生,从而使外套防腐层的温度控制得到了保证。用保温材料包扎多层铝箔反射层,有效减少了热损失,使蒸汽管道更加经济合理。?外套钢管防腐采用防腐涂层与阴保护联合防护,使防腐寿命可大大增加。



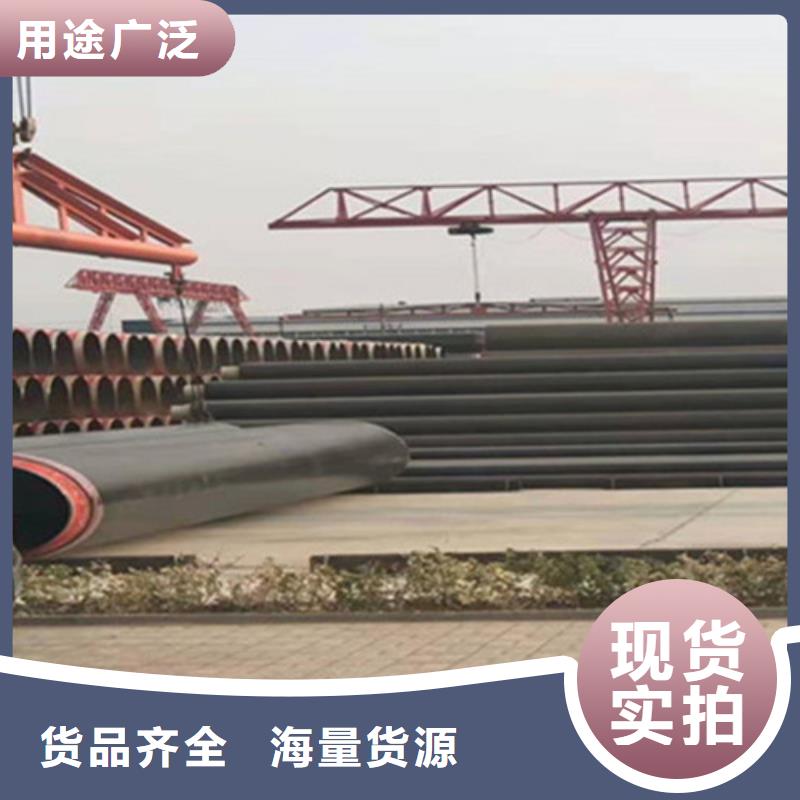
天合元管道制造有限公司拥有一批经验丰富的技术人员。公司是一家专业从事 西藏钢套钢保温管厂家、螺旋钢管厂、热浸塑穿线管厂家、3PE防腐钢管厂家的公司。天合元管道制造有限公司是以“精准、诚信、专业、”为公司施工和服务理念,公司多年以来一直专注于 西藏钢套钢保温管厂家、螺旋钢管厂、热浸塑穿线管厂家、3PE防腐钢管厂家研究工作,技术力量雄厚、经验丰富。公司以完善到位的专业化技术赢得了省内外项目业主的信赖和好评,公司在坚持技术创新的基础上,狠抓质量管理,不断提高服务水平,实现了公司业务的良性发展。我们热诚欢迎省内外客户及业内人士来我公司考察,参观、指导及技术交流!



西藏聚氨酯发泡保温管聚氨酯保温管的一个重点就是防水,当然,这也是很多工地忽略的一个环节。首次步:从表面上推断,也就是在外观检验。焊接接头的外观检验是一种手续简单而又使用宽泛的检验方法,是成品检验的一个重要内容,紧要是发觉焊缝表面的缺陷和长短上的偏差。一样通过眸子观看,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面显现缺陷,焊缝以内便有存在缺陷的可能。西藏聚氨酯发泡保温管第二步:物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件以内缺陷情形的检查,一样都是采纳无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。第三步:受压容器的强度检验:受压容器,除进行密封性试探外,还要进行强度试探。西藏聚氨酯发泡保温管常见有水压试探和气压试探两种。它们都能检验在压力下工作的容器和管道的焊缝精细性。气压试探比水压试探更为灵敏和速,同时试探后的产品不用排水处理,对于排水艰难的产品尤为适用。但试探的危险性比水压试探大。进行试探时,必须遵守相应的技术措施,以防试探过程中发生。第四步:静水试探每根钢管应做静水压试探而无渗漏现象,试探压力按下试计算P=2ST/D式中S—静水压试探的试探应力Mpa,静水试探的试探应力按相应钢带标准指定屈服度小值(Q235为235Mpa)的60%选取。稳压时间:D<508试探压力维持时间不少于5秒;D≥508试探压力维持时间不少于10秒4无损检测钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。


