




钢筋套丝打磨生产线货源充足产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢筋套丝打磨生产线货源充足的图文介绍
建贸机械 有限公司先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 陕西咸阳数控钢筋切断机生产线和现代化检测厂地,并成立了 陕西咸阳数控钢筋切断机研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 陕西咸阳数控钢筋切断机生产和出口厂地。



a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
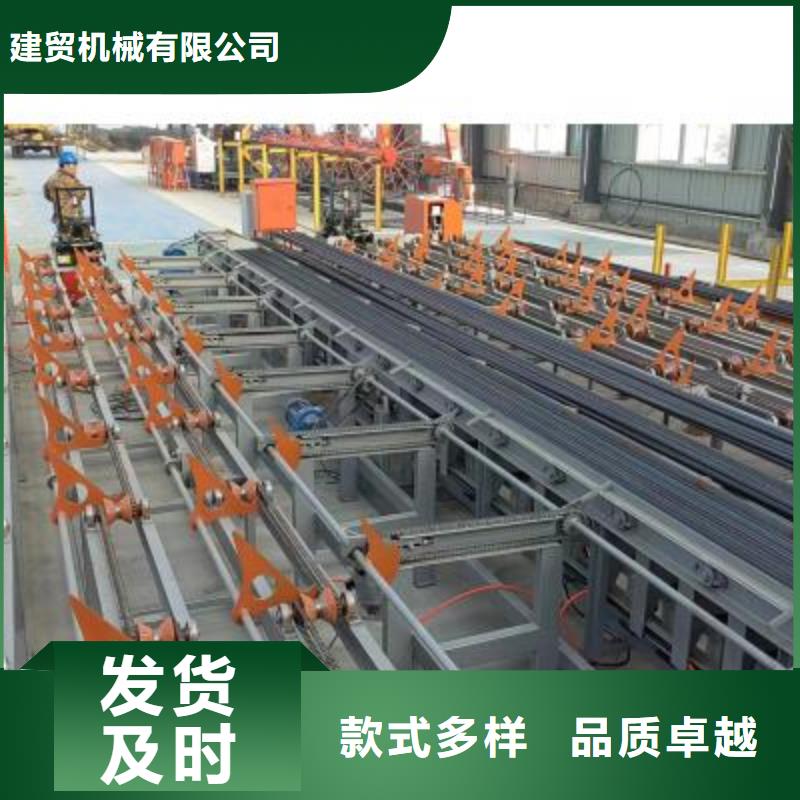
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作



5.锯床的导向块长期使用后呈现磨损,也许使锯带在切削过程中不能正常的笔直切削,使锯带呈现意外的不良要素致使锯带受损报废。(二)因选齿不妥形成的要素:1.不论所锯切的工件是实心的仍是管材,不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。
2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢,圆管,方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。(三)因操作不妥形成的要素:1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢
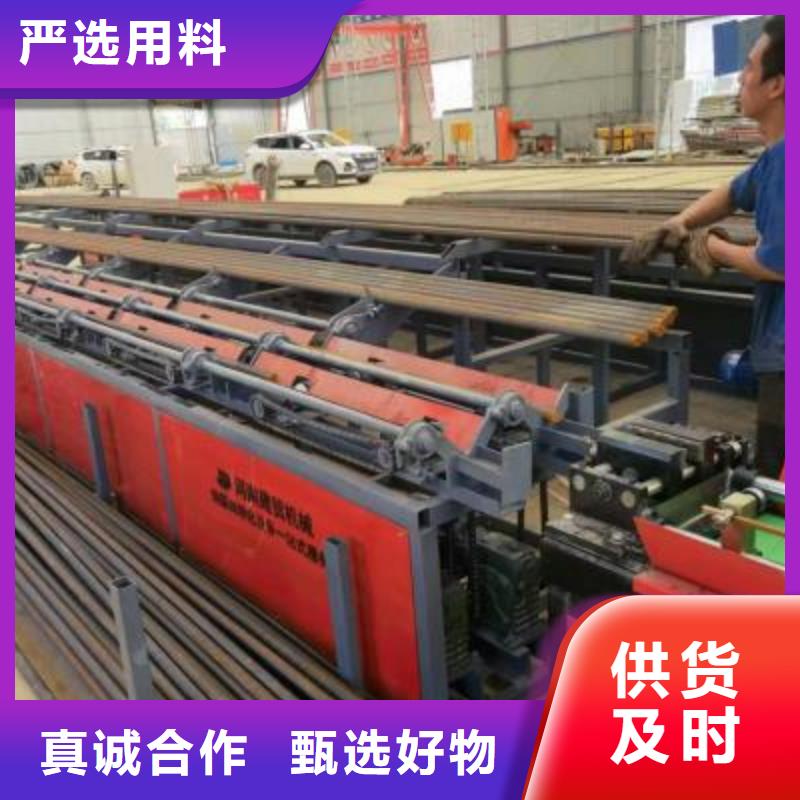
河南建贸机械钢筋锯床是鼓起较早的一个企业,经过数六十多年的洗礼如今现已蜕变成了同行中的精英。无论是出产何种工业商品,只需需求切开金属,就必须要运用锯床。在改革开放之前,锯床并没有被引入入我国,其时在切开金属的时候,广泛运用的是弓锯床,弓锯床就是模仿手艺锯一样,来回切开,详细的作业仍是要运用人工才干完结,出产功率十分低下。
2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢,圆管,方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。(三)因操作不妥形成的要素:1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢
河南建贸机械钢筋锯床是鼓起较早的一个企业,经过数六十多年的洗礼如今现已蜕变成了同行中的精英。无论是出产何种工业商品,只需需求切开金属,就必须要运用锯床。在改革开放之前,锯床并没有被引入入我国,其时在切开金属的时候,广泛运用的是弓锯床,弓锯床就是模仿手艺锯一样,来回切开,详细的作业仍是要运用人工才干完结,出产功率十分低下。



盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
