


大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图
锥形卷管、异形卷管成型注意事项:
①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快;
②在辊子的一段加一个旁轮卷锥装置;
③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进.
大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图

专业生产口径400-3500mm、壁厚6-120mm的埋弧焊钢管 产品广泛用于:石油、化工、天然气输送、打桩、城市供水、供热、供气等工程金宏通卷管定制品种有大中口径钢板卷管、厚壁卷管、大口径卷管、板卷管、不锈钢卷管、合金卷管、卷焊钢管、直缝焊管 、焊接钢管。公司有大型卷管机两套,可生产外径Ф390-3500mm壁厚8mm-120mm的焊接钢管和板卷管,欢迎新老客户洽谈选购!
主要生产卷管、Q235B卷管、Q345B厚壁卷管、大口径卷管、厚壁卷管,材质20# 35# 、45#、16Mn、40Cr、12Cr1MoV、30CrMo等合金管。
低压碳钢板卷管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。碳钢板卷管在我国钢板卷管业中具有重要的地位。 低压碳钢板卷管的规格用外径*壁厚毫米数表示。低压碳是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。碳钢板卷管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢板卷管。
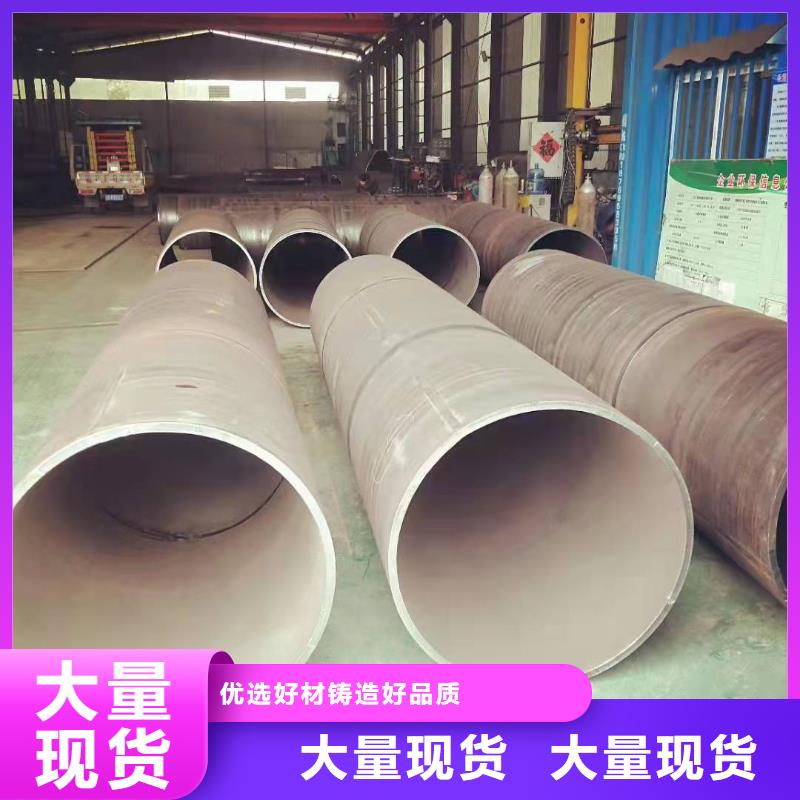
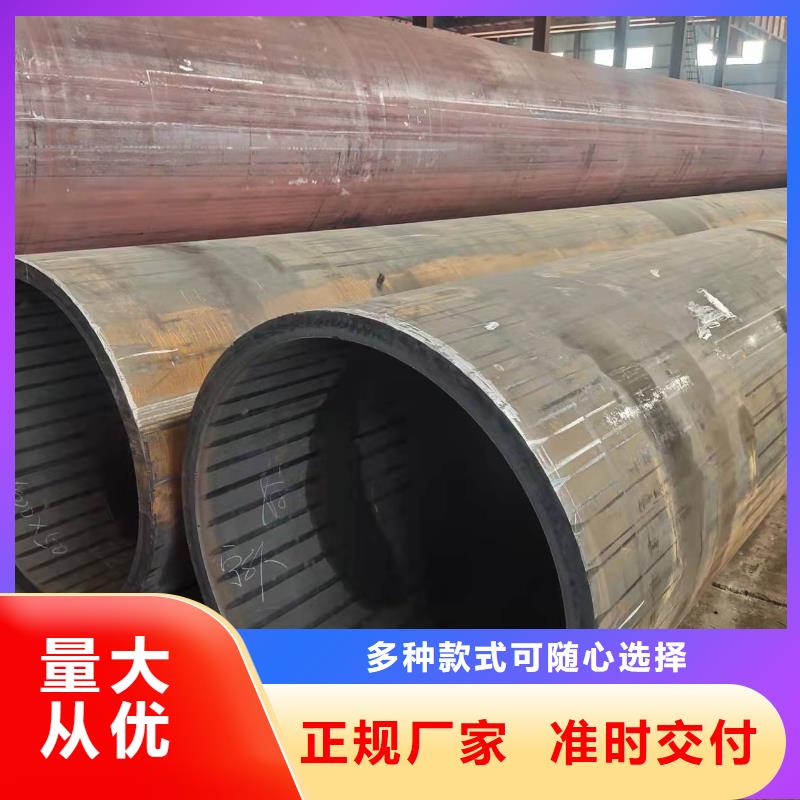
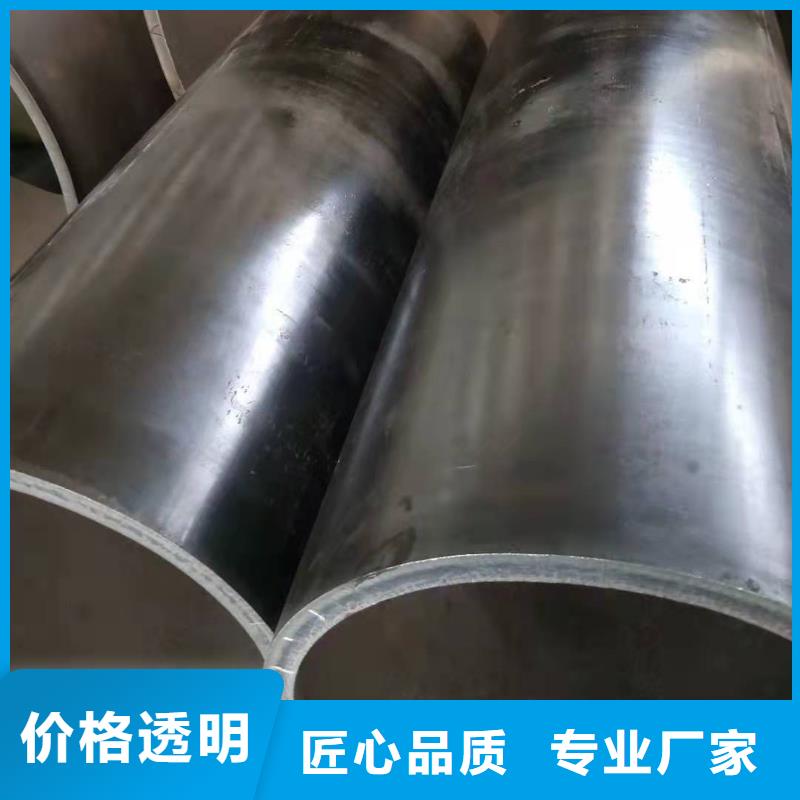
钢板卷管管节的卷制
在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:
1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。
2离管端200mm的对接纵缝处不得大于2mm。
3其他部位不得大于1mm。
4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
