


我们为您呈现了一部精彩绝伦的冷拔管精拉光亮管我们更专业产品视频,让您感受产品的独特之处。
以下是:冷拔管精拉光亮管我们更专业的图文介绍

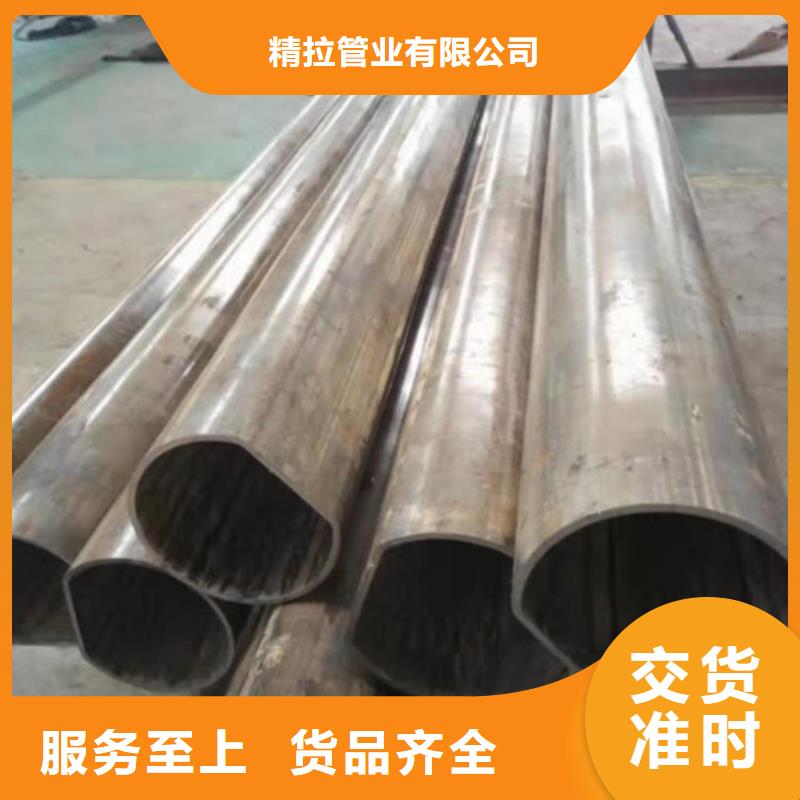
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 冷拔管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。冷拔管的规格用外径*壁厚毫米数表示。冷拔管分热轧和冷轧(拨)冷拔管两类。
热轧冷拔管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)冷拔管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧冷拔管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
冷拔管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了冷拔管使用优点比较重要的特征之一。对于冷拔管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的冷拔管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。
热轧冷拔管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)冷拔管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧冷拔管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
冷拔管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了冷拔管使用优点比较重要的特征之一。对于冷拔管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的冷拔管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。


精拉管业有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 湖北武汉精拔管的产业背景、公司经营指标连年增长。




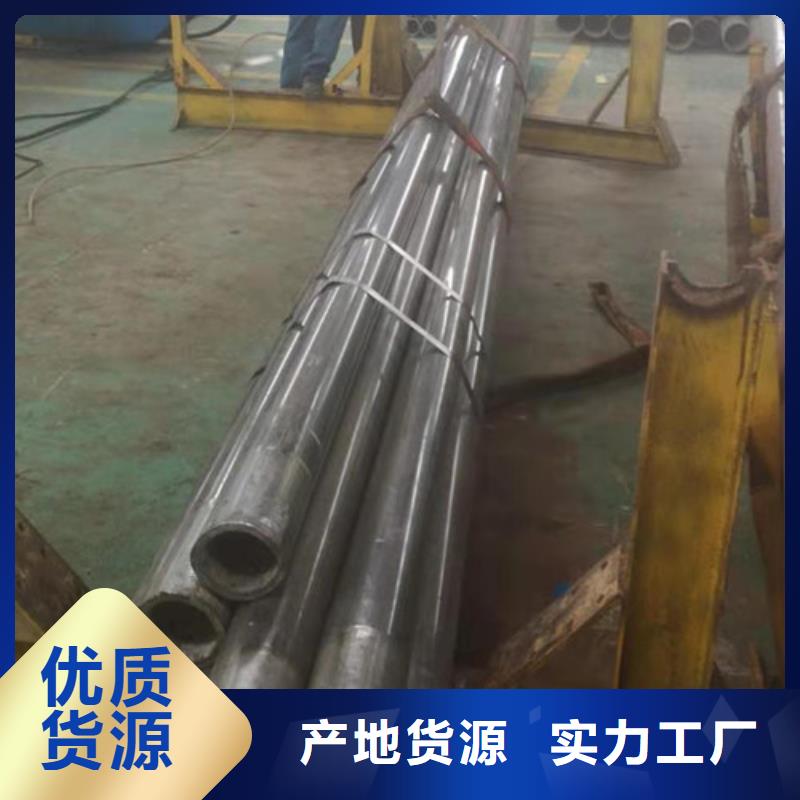
冷拔管的优质性主要是表现在哪些方面。精度高:外径公差:±0.03mm;内径公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直线度:≤0.08mm/m。规格齐圆管、方矩管、异型管等均可依照客户产品要求承制;承制范围:外径:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
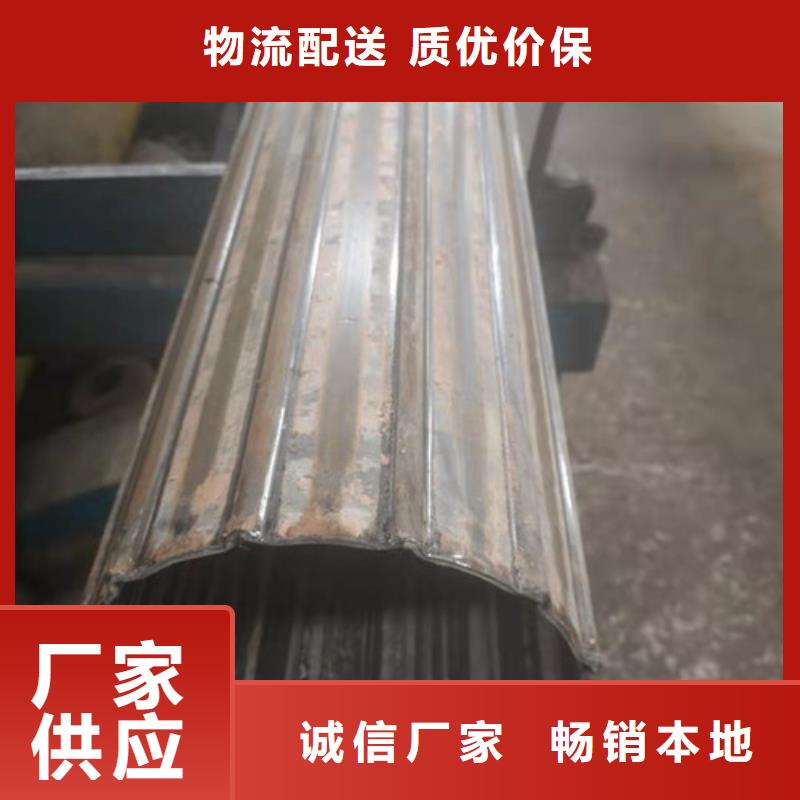
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。


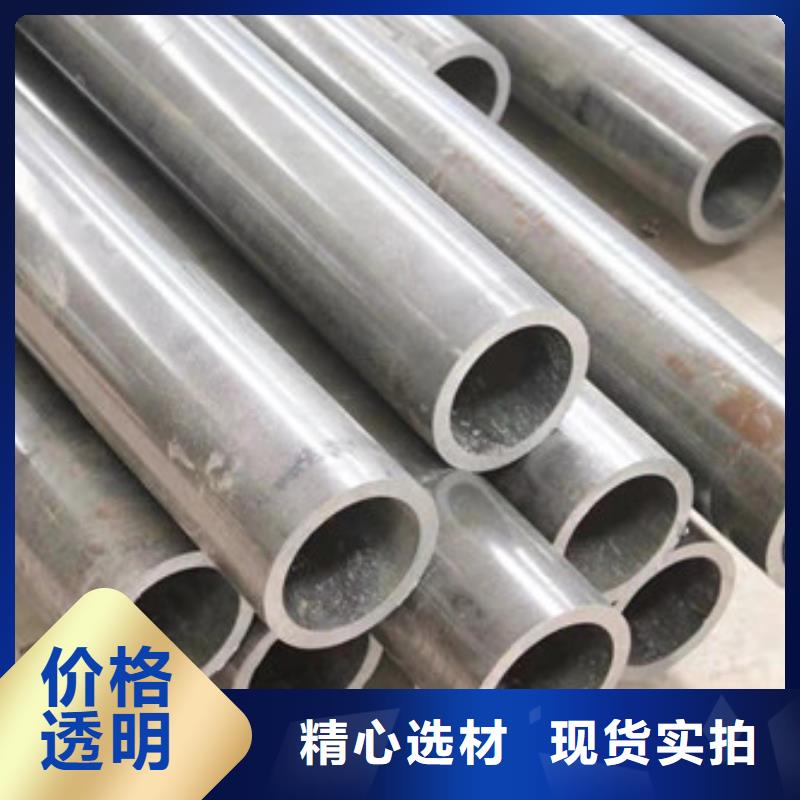
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。



