

焊管无缝钢管厂家直销售后完善视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:焊管无缝钢管厂家直销售后完善的图文介绍
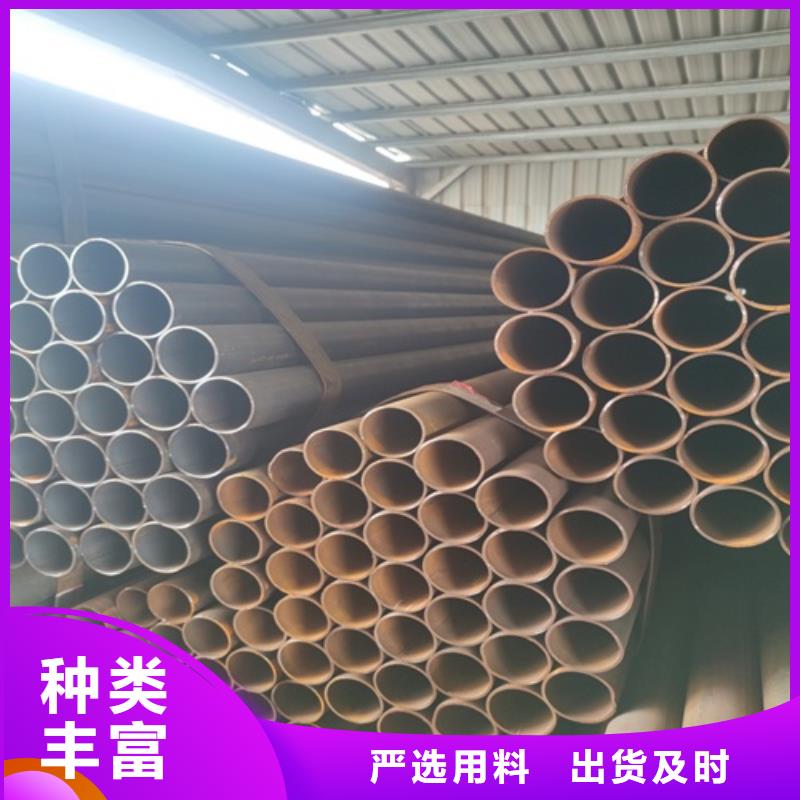
焊管优点 1 、焊管自重轻、强度高,运输安装方便。采用纤维缠绕生严的夹砂玻璃钢管道,其比重在 1.65-2.0 ,只有钢的 1 / 4 ,但焊管的环向拉伸强度为 180 - 300MPa ,轴向拉伸强度为 60 - 15OMPa ,近似合金钢。它的承插连接方式,安装快捷简便,同时降低了吊装费用,提高了安装速度。 2 、防污抗蛀。不饱和聚酯树脂的表面洁净光滑,不会被海洋或污水中的甲贝、菌类等微生物站污蛀附,以致增大糙率;减少过水断面,增加维护费用。焊管有效保证水质,保持水阻的稳定。而传统管材还存在日后水阻增大和表面结垢的现象。 3 、耐热性、抗冻性好。在一 30 ℃状态下,仍具有良好的韧性和极高的强度,可在一 50 ℃- 80 ℃的范围内长期使用,采用特殊配方的树脂还可在 11O ℃以上的温,及工作。 4 、焊管的耐腐蚀性好,对水质无影响。


华尔网精密焊管的特点工艺及用途 华尔网精密焊管是一个广义的概念,根据不同的使用要求有许多不同的个性化质量要求。精密焊管是在一般焊管基础上进一步改进的结果,是焊管产品中的精细产品。 1.华尔网精密焊管的主要特点。 几何尺寸,横向壁厚均匀。钢管形状好。椭圆度小。焊缝质量可靠,内毛刺小。外表面光滑。焊缝热处理或保护性气氛热处理后,钢管可达到表面无氧、机械性能稳定、金相组织均匀的效果。其生产成本远低于同类无缝精密钢管,可直接或少量加工,降低设备加工成本。 二、华尔网精密焊管的制管工艺。 1华尔网精密焊管制管工艺: 华尔网精密焊管的生产工艺随生产方式略有差异,但成型焊接部分的生产工艺基本相同,差异仅在后一个工艺中。典型的生产工艺流程如下: 1.1 种生产方式:带钢准备→开卷→矫平→切头尾→焊接→活套储存→成型→焊接→去除毛刺→焊缝热处理→冷却→直径→无损检测→飞剪切断→矫直→切断平头→涡流检测/水压试验→检验包装→成品。 华尔网精密焊管主要用于化工、纺织、机械、仪器、航空、汽车等领域。如汽车、摩托车缓冲器、减速器、冷凝器、水箱管道、传动轴、消音器、控制轴、推力制动管、液压缸、气缸、千斤顶、各种输送辊、皮带辊、印刷辊、纺织印染辊、纺织化纤机牵伸管、液压支架管、深井泵管、各种机械光管、电加热器外管、家用电器管道等。



Q345B焊管的安装和使用质量要求 一、Q345B焊管使用前的施工准备 管道沟应挖好,管道井砌砖完毕,需要的各种型号Q345B焊管到位,所需要的各种各样的工具,包括电焊机、切割机、电锤、磨光机等准备齐全,只有做好一系列的准备工作才能开始安装。 二、Q345B焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 三、使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。



展望未来,鹏鑫钢铁有限公司将继续坚持以“的 甘肃天水无缝钢管产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!



华尔网焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 华尔网焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



