



球墨铸铁管在铸铁件中所占的比率依然在增大。在西方发达 ,通常用球墨铸铁管件取代部分灰铸铁件和可锻铸铁件。我国球墨铸铁铸件产量比较低,占铸铁件的比例远小于发达 。此外,感应电炉由于具有铁液温度高。成分稳定、污染少、便于调整铁液成分的优点,60年代初,在一些工业发达 开始普及。近年来,中频感应熔炼炉的迅速发展给铸铁生产注入了新的活力。感应电炉的发展和应用,使铸铁生产进入了一个新阶段。尽管工频感应电炉存在某些不足,但它在金属熔炼。铁液成分调整。我国球墨铸铁件在质量和生产稳定性方面的差距也较大。我国球墨铸铁管生产较突出的问题是材质强韧性上、缺陷多,其原因除炉料、球化处理方法和球化剂等因素外,主要是球化处理前对铁液含硫量要求过松。因此,为使我国球墨铸铁生产能有大幅度的增长,必须大力实施能稳定提供质量可靠的优质球墨铸铁管件的配套技术。
球墨铸铁管在进行球化处理时,氮气的控制一定要确保在百分之99.9以上。切割前将管材放置在三根足够长的垫木上,用笔在管子的切口处作好标记,采用切割机切割管材,并用专用夹具(该夹具为两个半圆型卡子,采用螺栓连接将管材夹住)沿标记夹住管材,切割机沿夹具的边缘切割。切割后的管子如果失圆,采用千斤顶将管子调圆。球墨铸铁管的生产时,要对稀土的用量进行严格的控制,这样可以对稀土中的夹渣物质进行有效地控制。同时还要注意管模粉用量的正确添加,在这里提醒大家,为了对氮气纯净度的控制,切割管口后要保证其平整度,切割后把管子磨光,同时在边口处磨成倒角。球墨铸铁管的管件进行浇筑后,有存在渣块的情况,一方面要加快涂覆工作,同时也要注意涂覆尽量均匀。
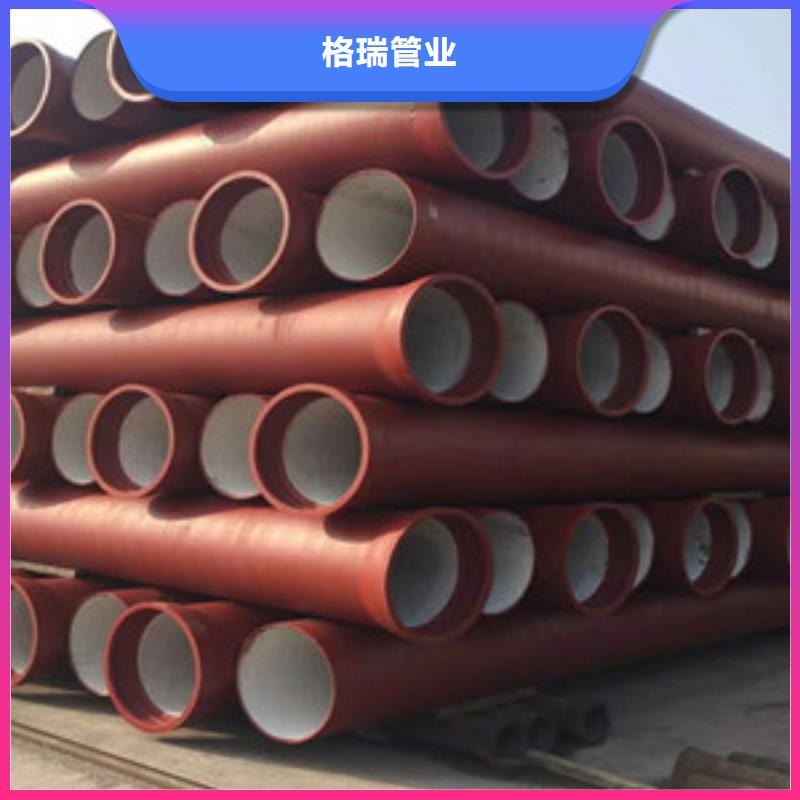
为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。球墨铸铁管件首要称之为离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。 在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。
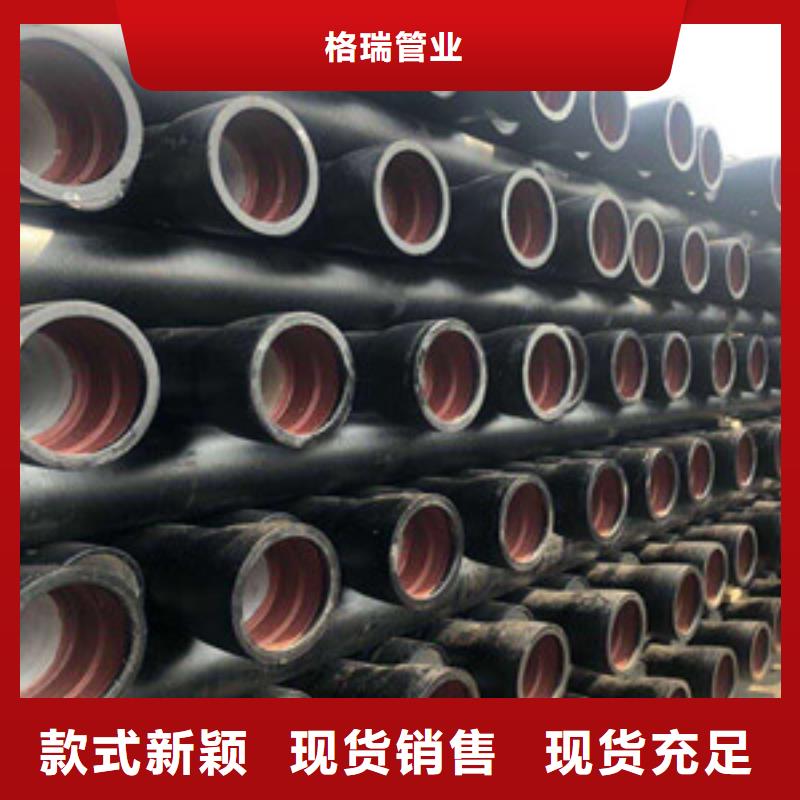
公司产品不仅可用于城镇天然气和煤气的承压输配地下管网,还可广泛用于输水、输油、管道以及食品、制药、化工等行业的生产流程管网,由于以上工艺的采用,使得C级管不仅力学性能、延伸率、寿命没有减低,而且,节约了生铁资源,也降低了客户的采购成本。可满足各类用户的需求。球墨铸铁管规格为DN80mm~DN2600mm的离心球墨铸铁管为主,年产量30万吨据了解。格瑞球墨管股份有限公司另外一套1#、2#烧结机活性焦脱硫脱硝超低排放改造正在紧张进行,将于9月底全部投入使用,届时,企业将全部实现超低排放标准。球墨铸铁管厂家占地面积68000平方米,总15亿元,以生产规格为DN80mm~DN2600mm的离心球墨铁管为主,年产量30万吨,是国内大型工程和贸易公司公认的知名企业。