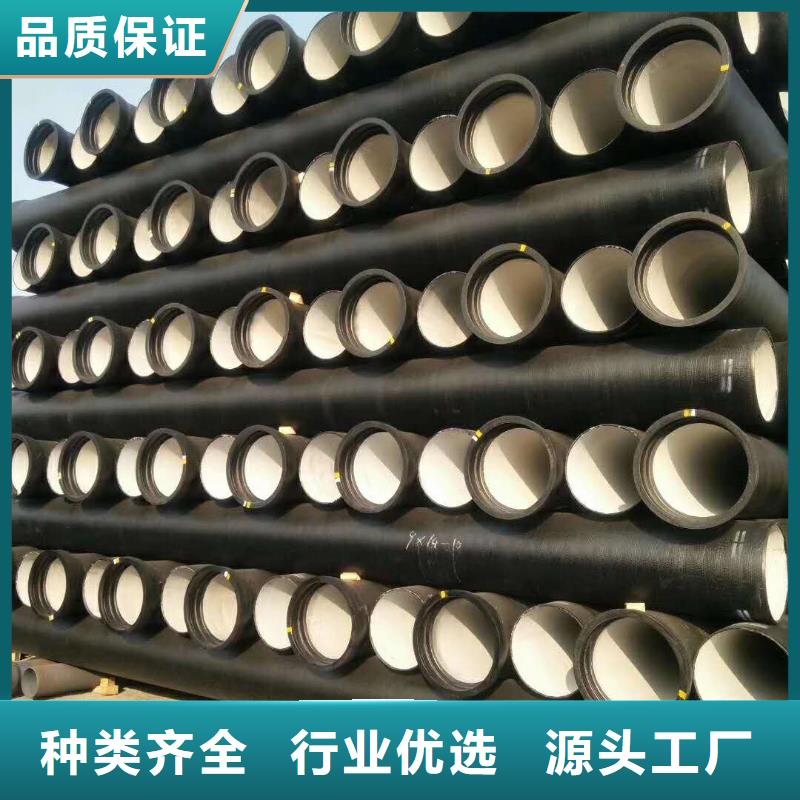





管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
球墨铸铁管适合用于自来水主管网铺设和老管改造。球墨铸铁管内外防护全是“食品级”资料,就像给供水管道上了“双保险”,保证居民供水。共铺设球墨铸铁管1630公里,占主供水管网的90%以上,一般路途下原有供水管道主要是上世纪七八十年代初铺设的灰口铸铁管和混凝土管。据介绍,这种管内壁均为铁管。化后会呈现铁锈,易积存水垢,长期使用后管道内壁呈现不同程度的堵塞,严峻处管道口径从100毫米缩小到50至70毫米,严峻影响水压。砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。
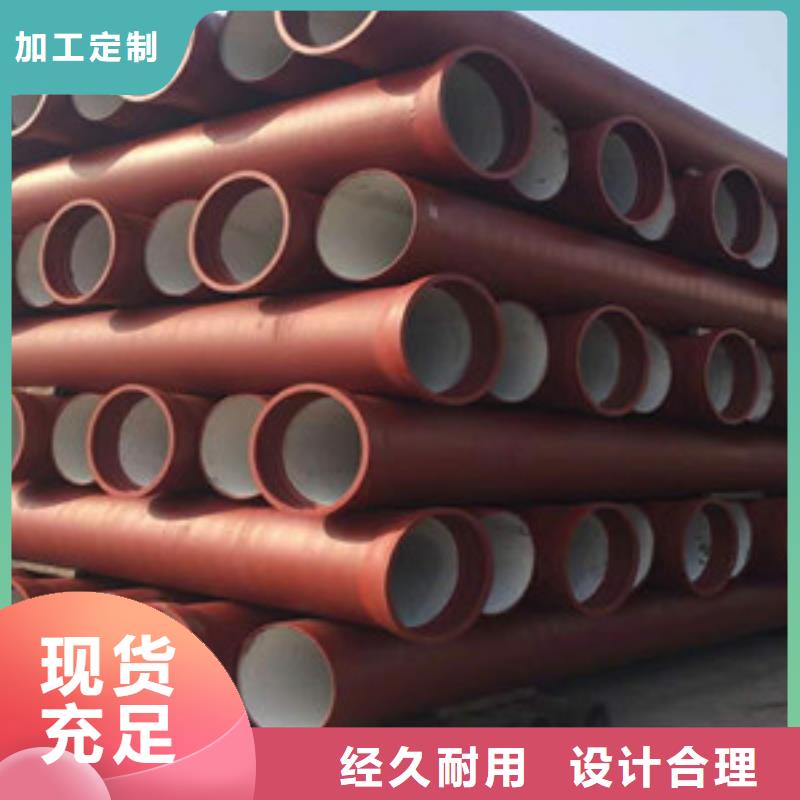
球墨铸铁管水泥砂浆离心法衬层一般要求完善的检测设备和一整套科学的经营体制 球墨铸铁给水管是灰铸铁在熔化浇铸前的铁液中加入球化剂和孕育剂铸管产品严格按照 ISO2531 国际标准组织生产和检验但缺陷也较多不能安装到位也可以通过多种防腐手段提高防腐蚀性能;球墨铸铁管(GB13295-2008)从而保证了产品的质量产品标准遵循ISO2531 经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理只能用在压力低的场合以及派遣员工进入清华、北大等高等学府进修的活动GB/T 17457-1998从水力性能来。
球墨铸铁管如内折、内结、严重的壁厚不均等般前者的切断在作业线上进行,而后者离线切断钢管切断设备有切管机、砂轮锯和圆盘锯等,目前应用较广的切管设备是附设有自动装卸料和集料装置的各种切断机床(切管机)。有的钢管厂先采用热(冷)圆盘锯预锯切,再用切管机进行平头和倒棱。砂轮锯主要用于锯切外径小于100mm的薄壁管和板薄壁管。球墨铸铁管产生的原因是压下量过大造成的,减少中间上辊的压下量即可解决“矫方”现象11.1.3钢管切断钢管矫直后,要进行初次检查吹灰以确定切头、尾长度,也可以布置成冷床下来的钢管先切断后矫直。钢管切断的目的是切去具有裂纹、结、撕裂和壁厚不均的端头,以获得要求的定尺钢管,球墨铸铁管另外切除经检查不合格难以挽救的。