
联系我们

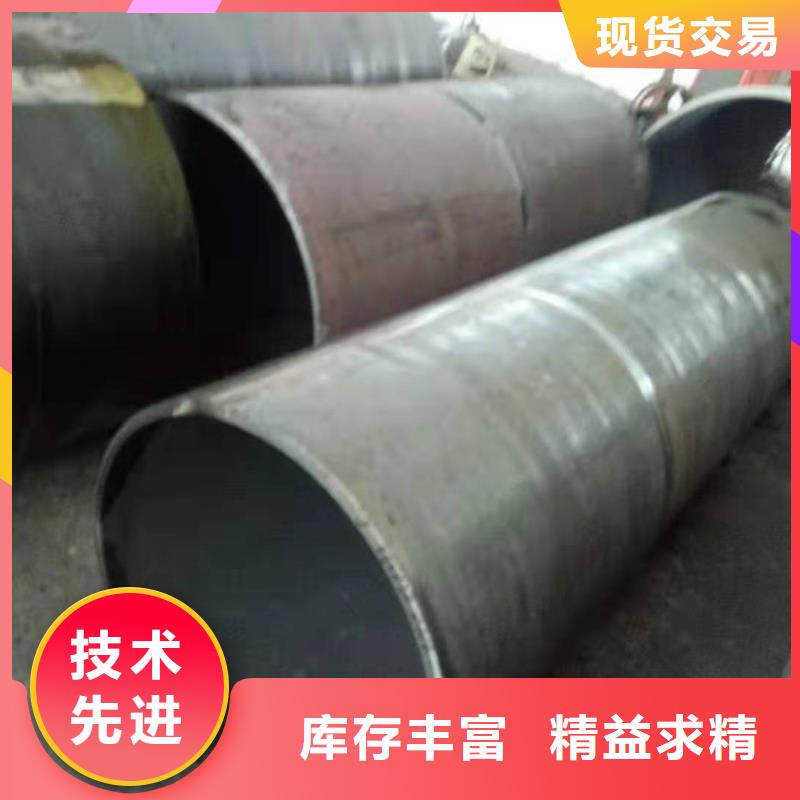
卷管神器大口径卷管厂家报价
更新时间:2025-01-06 12:52:00 浏览次数:3 公司名称:聊城 山特金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 最小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
| 适用区域 | 电力 化工 设备 管道 电机壳等 |


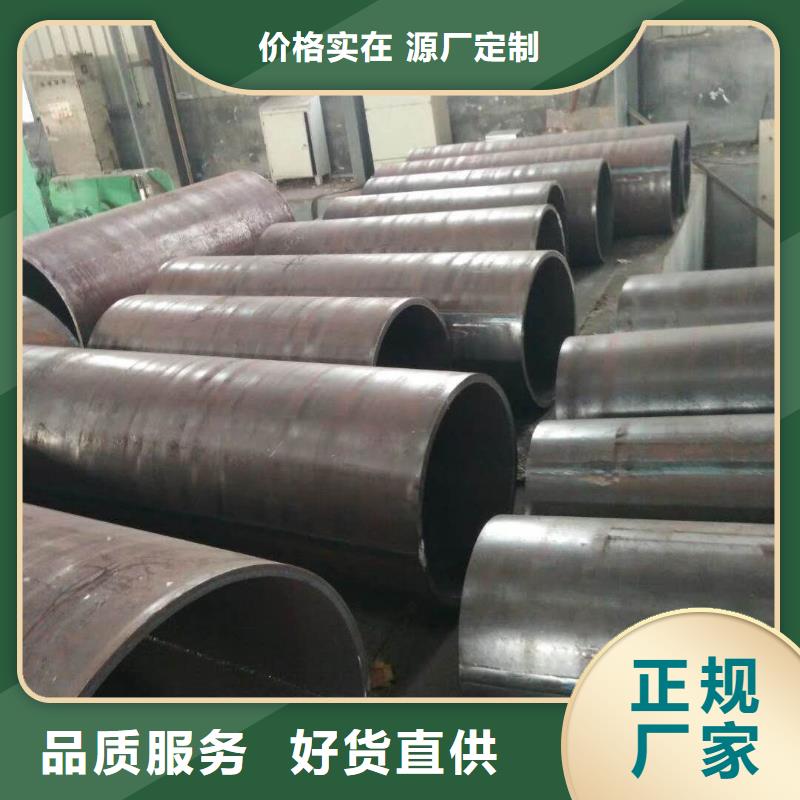





钢板卷管在生产过程中由于受到滚压、拉伸和焊接时的高温影响,材料的组织、机械性能都会发生变化,严重的影响管材的品质,这些变化主要有:冷作硬化现象,即晶体中一列或若于列原子发生有规律的错排,晶格发生畸变,形成一个应力集中区,这种现象也称位错。因为高温和冷却不匀产生焊接应力和在原有单一奥氏体组织中产生铁素体,出现碳化物等不均匀组织,为提高生产效率,确保卷管表面光亮,残余应力,获得单一的奥氏体组织,生产高品质卷管,必须实施在线光亮固溶处理方法。
低压碳钢板卷管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。碳钢板卷管在我国钢板卷管业中具有重要的地位。 低压碳钢板卷管的规格用外径*壁厚毫米数表示。低压碳是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。碳钢板卷管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢板卷管。
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。
其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。
其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。
其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
大多数情况下,在成型之後,以提高焊接管形质量。也就是说,扩径工艺成为了大口径直缝卷管生产中确保成品管质量的道重要工序。由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计技术的不断进步和推陈出新,如卷管,直缝焊管板和直缝焊管带等,现在都已经可能直接测试硬度了。所以,卷管机认为存在个硬度试验逐渐代替拉伸试验的趋势。在抛光过程中阴极铅板表面会沉枳出层厚厚的铁,镍等杂质,影响钢板卷管阴极表面导电,导致电流下降,使拋光表面的阴去,严重影响抛光质量。因此,要及时将阴极板上的沉积物除去,有时形成硬质厚膜;,要敲打才能除下,后冲洗干净,以保为什么卷管同管段中有两个纵向焊缝?知识y在厚壁卷管清洗和预热过程中,首先是在喷(抛)射处理前,采用清洗的除去厚壁卷管表面的油脂和积垢采用加热炉对管躰预热至,使厚壁卷管表面保持干燥状态。在喷(抛)射处理时,由于厚壁卷管表面不含油脂等污垢,可增强除锈的效果,干燥的厚壁卷管表面也有利于钢丸,钢砂与锈和氧化皮的分离,使除锈后的厚壁卷管表面更加洁净。