


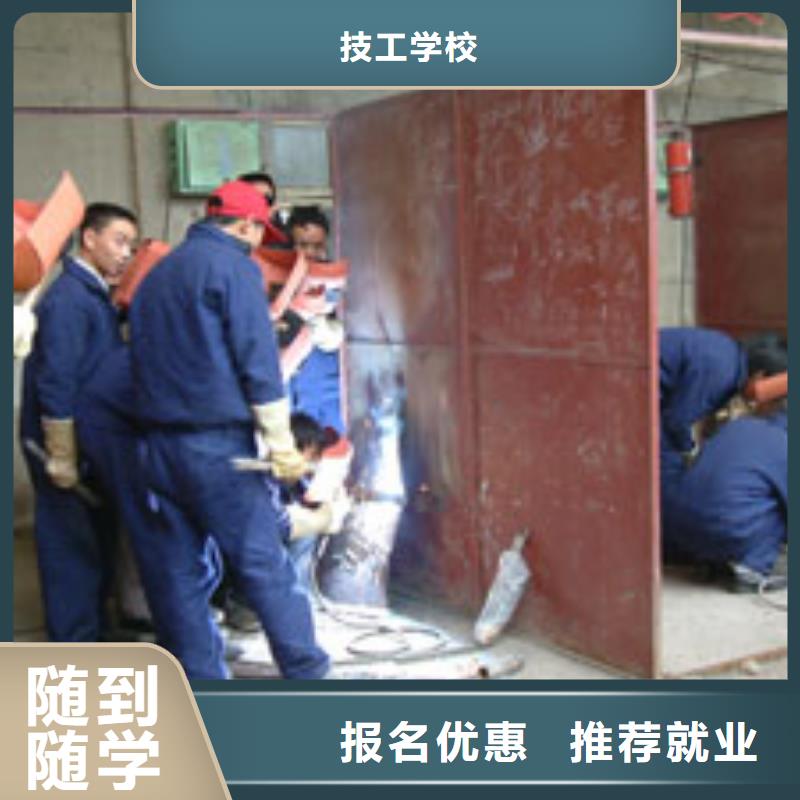






看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度电弧距离是焊条的直径主要是手要稳不要抖焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
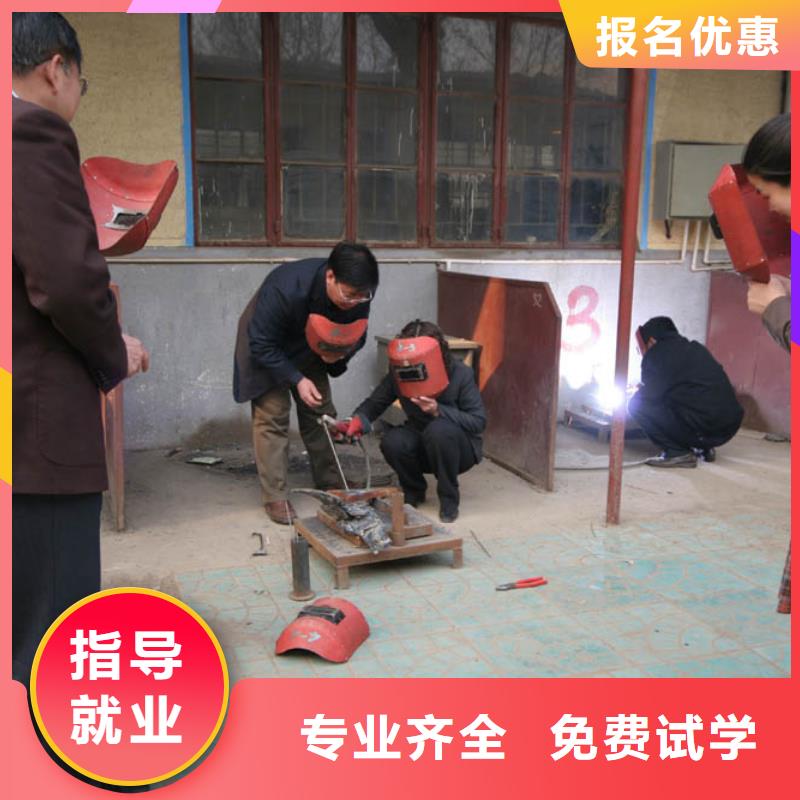
现在正是初中刚刚毕业的时候,好多家长都在为孩子挑选学校,挑选专业,现在学校虽然很多,但诚的、教实用技术的学校太少了,有的只是简单让孩子们上上文化课,实践只接触一些皮毛知识,到了哪个单位也胜任不了,也就造成了毕业即失业!
在科学技术飞速发展的当今时代,焊接已经从一种传统的热加工技艺发展到了集材料、冶金、结构、力学、电子等多门类科学为一体的工程工艺学科。而且,随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。
剖析现代的焊接,我们不难发现其愈发显现出的几大特征:
3),明代科学家宋应星在《天之开物》一书中,对锻焊和钎焊技术也作了详细的叙述,证实了当时人们懂得了在锻焊时使用熔剂,获得了较高的质量接头。
4),另外古时关于用响铜末者为大焊,用锡末者为小焊的记载,证实了我们至今还大量使用铜、银、锡及合金的钎焊方法
5)在秦始皇古墓中的铜马车就是大量采用了钎焊的焊接培训技术 
