




根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
 绕筋机产品特点:自动送线机构,可在线调整间距,误差小,成型质量高。自动焊接,焊点,减轻劳动强度。变频控制拖笼机构,行走精度高。自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。自动上料装置,加快上料速度,提率。模板采用模板环加导管组合,可快速更换笼子直径和变幻笼子主筋根数。平立辊式矫直装置,矫直效果好,寿命长。控制系统:智能PLC、松下触摸屏、ABB变频器
绕筋机产品特点:自动送线机构,可在线调整间距,误差小,成型质量高。自动焊接,焊点,减轻劳动强度。变频控制拖笼机构,行走精度高。自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。自动上料装置,加快上料速度,提率。模板采用模板环加导管组合,可快速更换笼子直径和变幻笼子主筋根数。平立辊式矫直装置,矫直效果好,寿命长。控制系统:智能PLC、松下触摸屏、ABB变频器
 深圳数控钢筋笼加工设备-优质靠谱
建贸机械设备有限公司
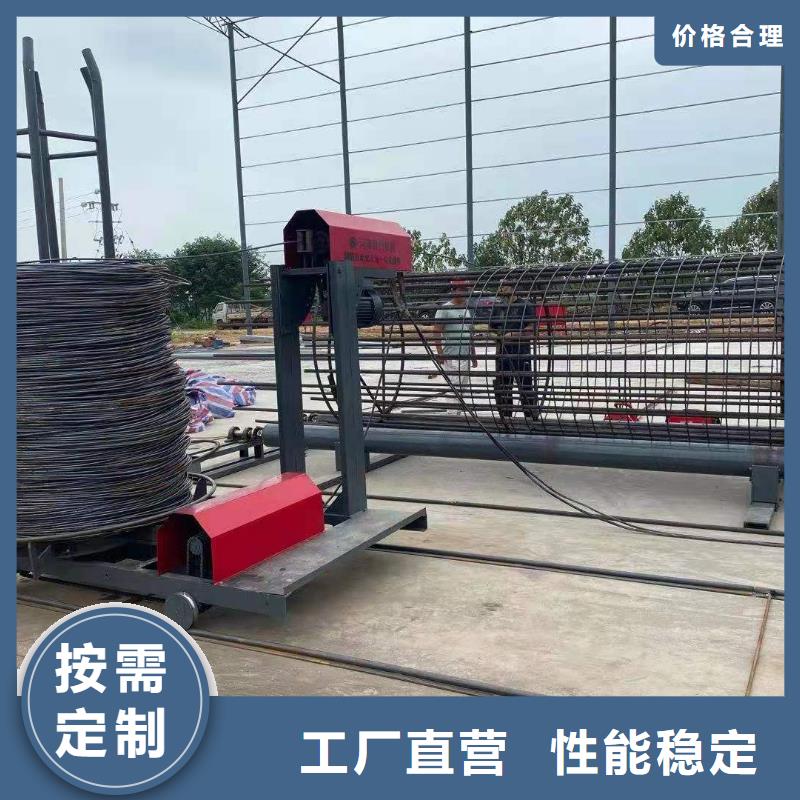
钢筋笼绕筋机出现,解决了传统钢筋笼滚焊机无法同时双盘筋同时缠绕的问题,且钢筋笼绕筋机钢筋笼制作标准,效率高,省时省工,对于不同直径的钢筋笼切换设备不用刻意调节,使用方便灵活。结束了钢筋笼一贯手工捆绑的历史,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备,可一次性加工36米以上,直径两米以上钢筋笼,广泛应用于高铁、高速等项目建设,钢筋笼绕筋机加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内。钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,建贸机械郑重承诺绕筋机整机质保一年,不仅要把好的产品销售出去,还要给客户提供 质的售后服务, 时间为客户安装设备, 时间为客户解决问题。3. 技术参数:主筋Φ12~40mm,箍筋Φ5~14mm(盘筋直接作业),绕筋间距范围:0~450mm可任意调整;功率:通用型设备15KW,加重型设备20KW;可定做。滚焊速度根据操作手的熟练成度从低到高可任意调整。移动盘电机信号及电机电源电缆采用坦克链式保护,确保设备运行。
深圳数控钢筋笼加工设备-优质靠谱
建贸机械设备有限公司
钢筋笼绕筋机出现,解决了传统钢筋笼滚焊机无法同时双盘筋同时缠绕的问题,且钢筋笼绕筋机钢筋笼制作标准,效率高,省时省工,对于不同直径的钢筋笼切换设备不用刻意调节,使用方便灵活。结束了钢筋笼一贯手工捆绑的历史,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备,可一次性加工36米以上,直径两米以上钢筋笼,广泛应用于高铁、高速等项目建设,钢筋笼绕筋机加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内。钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,建贸机械郑重承诺绕筋机整机质保一年,不仅要把好的产品销售出去,还要给客户提供 质的售后服务, 时间为客户安装设备, 时间为客户解决问题。3. 技术参数:主筋Φ12~40mm,箍筋Φ5~14mm(盘筋直接作业),绕筋间距范围:0~450mm可任意调整;功率:通用型设备15KW,加重型设备20KW;可定做。滚焊速度根据操作手的熟练成度从低到高可任意调整。移动盘电机信号及电机电源电缆采用坦克链式保护,确保设备运行。
 jmc1
焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。
jmc1
焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。
您的位置>首页 >深圳当地综合推荐News >