
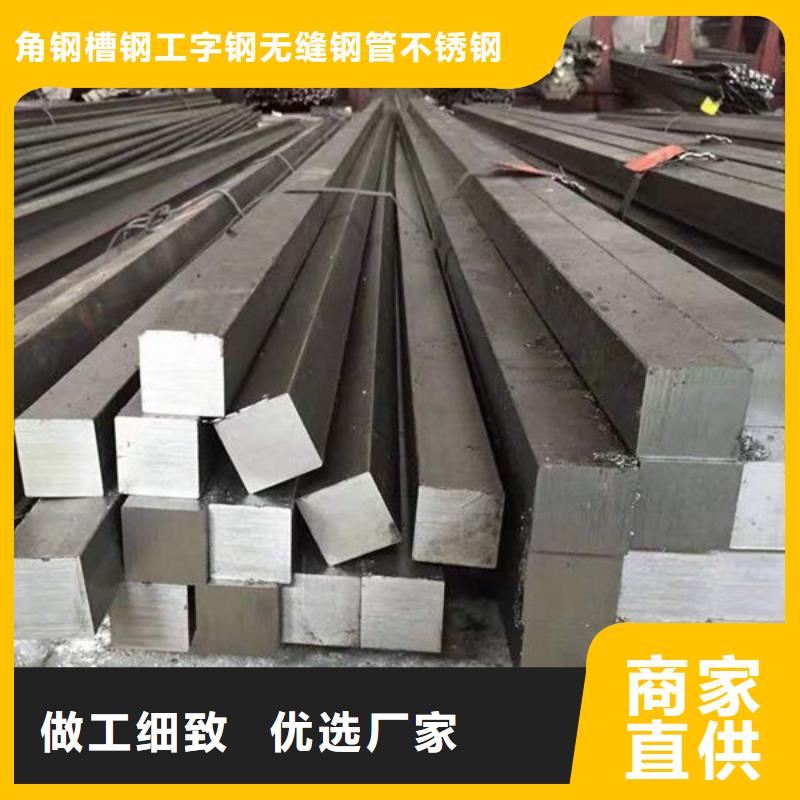








线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
前两天介绍了方管的一些基本概念,大家也对方管有了一些了解,今天就给大家聊一聊镀锌方管的焊接手法和普通管材的区别。镀锌方管的焊接手法和普通方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌方管的钢材焊接手法和普通方管相同,减少了未焊透的可能性。
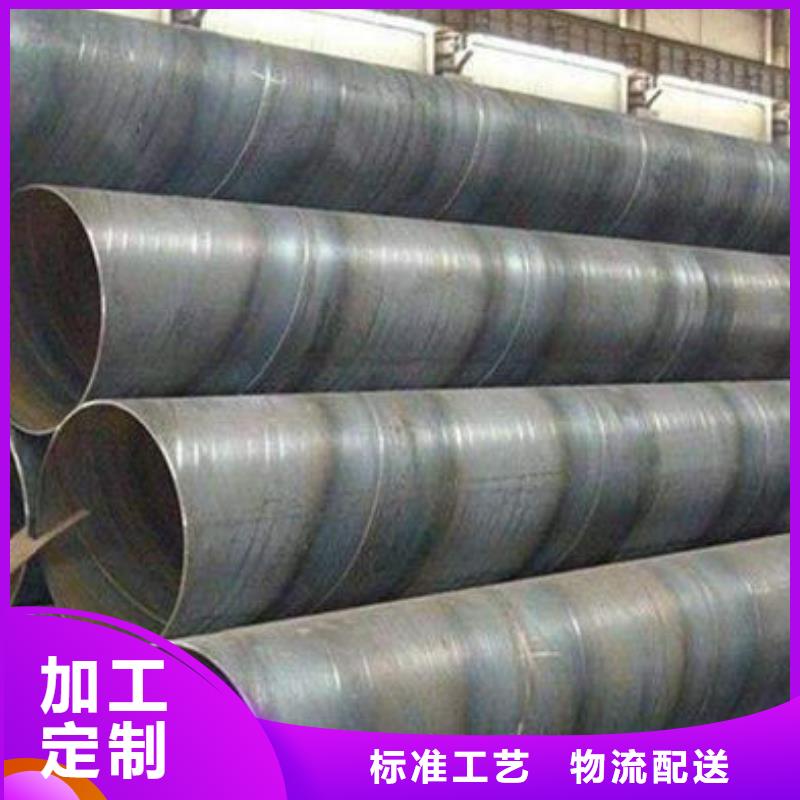
螺旋钢管生产有多种执行标准,分为国标和部标,那么GB/T3091螺旋管、GB/T9711螺旋钢管和SY/T5037螺旋钢管有哪些区别呢?通常销售人员都会告诉客户壁厚有区别,部标下差1mm,国标下差0.5mm,其实不然。螺旋钢管钢材的标准是根据它的适用范围和验收规定来区分的,部标SY/T5037-2012的螺旋钢管适用范围是普通流体输送管道,国标GB/T9711-2011适用范围是石油天然气工业管线输送系统用钢管,而GB/T3091-2008的螺旋钢管是用于燃气、水煤气、空气、采暖、蒸汽等低压流体输送管道。
方管,是方形管材的一种称呼,也就是边长相等的的钢材。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,方管的加工工艺如下:方管要在专用进口流水线上进行制作,以确保风管制作精度及方管的密闭性。方管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。方管管体与插接法兰间的连接应采用无铆钉连接钢材工艺,运用进口设备进行无铆钉连接工艺。方管的咬口连接应采用进口自动咬合器进行咬合工艺。方管的连接法兰应采用连板法兰及插接法兰连接工艺,方管大边边长小于或等于2000mm时应采用共板法兰连接形式。
