



 扶手与墙体面的连接也同样采取上述方法。放线由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。应保证铁艺立柱全部座落在钢板上,并且四周能够焊接。安装立柱焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用铁艺焊条进行焊接。诚信不锈钢铁艺客服部提醒:焊接前,必须将沿焊缝每边30~50mm范护内的油污、毛刺、锈斑等干净。
打磨抛光全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,重庆不锈钢栏杆施工人员提醒,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。以上六点就是通常铁艺桥梁复合管护栏的安装流程,具体问题具体分析,可能稍微有点不同,但是总体上都是一致的,总之就是要安装的很到位,很,确保N年内不出现任何问题,这才是我们所希望的完美无暇的铁艺桥梁复合管护栏安装工程。铁艺桥梁复合管护栏施工方案铁艺桥梁复合管护栏技术要求铁艺施工安排技术准备技术准备在施工前由技术负责人主持对各项施工负责人进行施工方案技术交底,并由专业人员施工队长编写技术交底,对施工人员进行培训及现场作业指导。
聚晟护栏制造有限公司
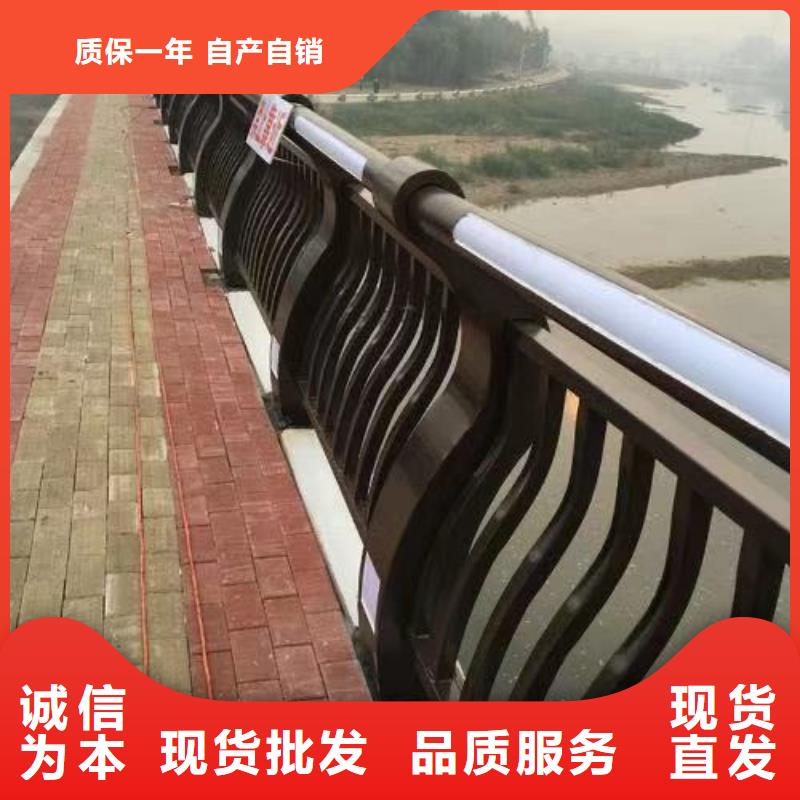
日喀则桥上景观灯光栏杆_多年制造经验
另一方面,上游不锈钢市场供需两旺,环保整顿影响到酸洗、中频炉以及大型不锈钢厂等,使得不锈钢加工成本上升、供应量,不锈钢价格上涨,带动不锈钢复合管价格小幅走高。带钢库存下降,带钢供应相对偏紧,预计中期不锈钢复合管价仍将相对偏强,需求者可逢低介入。
如何选择不锈钢复合管栏杆材料许多做桥梁护栏的客户,像做栏杆扶手的,在采购不锈钢复合管的同时,也需要一些配件比如不锈钢复合管弯头,用来衔接转弯的地方。如果管材和弯头口径不一,会使得衔接处十分难看,那么在采购材料时,我们应该如何选购呢。
告诉您:如果您所需采购的不锈钢复合管是常规的,比如76管、63管、51管这类常用管材,可以选择先采购不锈钢复合管,再按管的外径来配弯头,这样不用担心弯头和不锈钢复合管不搭配的问题。如果您采购的不锈钢复合管是非标管,比如70管、45管、30管这一类不常规的,先选择采购弯头。
铜元素在不锈钢复合管中的作用不锈钢复合管是一种合金材料,由多种元素组成,有镍、铬、铜、碳、铁、锰元素等等。每一种元素都有其存在的价值,就像铬和镍元素通过和空气中的氧发生反应,形成一种氧化膜附在不锈钢复合管管材的表面,从而可以保护不锈钢复合管管材不被腐蚀。
扶手与墙体面的连接也同样采取上述方法。放线由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。应保证铁艺立柱全部座落在钢板上,并且四周能够焊接。安装立柱焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用铁艺焊条进行焊接。诚信不锈钢铁艺客服部提醒:焊接前,必须将沿焊缝每边30~50mm范护内的油污、毛刺、锈斑等干净。
打磨抛光全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,重庆不锈钢栏杆施工人员提醒,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。以上六点就是通常铁艺桥梁复合管护栏的安装流程,具体问题具体分析,可能稍微有点不同,但是总体上都是一致的,总之就是要安装的很到位,很,确保N年内不出现任何问题,这才是我们所希望的完美无暇的铁艺桥梁复合管护栏安装工程。铁艺桥梁复合管护栏施工方案铁艺桥梁复合管护栏技术要求铁艺施工安排技术准备技术准备在施工前由技术负责人主持对各项施工负责人进行施工方案技术交底,并由专业人员施工队长编写技术交底,对施工人员进行培训及现场作业指导。
聚晟护栏制造有限公司
日喀则桥上景观灯光栏杆_多年制造经验
另一方面,上游不锈钢市场供需两旺,环保整顿影响到酸洗、中频炉以及大型不锈钢厂等,使得不锈钢加工成本上升、供应量,不锈钢价格上涨,带动不锈钢复合管价格小幅走高。带钢库存下降,带钢供应相对偏紧,预计中期不锈钢复合管价仍将相对偏强,需求者可逢低介入。
如何选择不锈钢复合管栏杆材料许多做桥梁护栏的客户,像做栏杆扶手的,在采购不锈钢复合管的同时,也需要一些配件比如不锈钢复合管弯头,用来衔接转弯的地方。如果管材和弯头口径不一,会使得衔接处十分难看,那么在采购材料时,我们应该如何选购呢。
告诉您:如果您所需采购的不锈钢复合管是常规的,比如76管、63管、51管这类常用管材,可以选择先采购不锈钢复合管,再按管的外径来配弯头,这样不用担心弯头和不锈钢复合管不搭配的问题。如果您采购的不锈钢复合管是非标管,比如70管、45管、30管这一类不常规的,先选择采购弯头。
铜元素在不锈钢复合管中的作用不锈钢复合管是一种合金材料,由多种元素组成,有镍、铬、铜、碳、铁、锰元素等等。每一种元素都有其存在的价值,就像铬和镍元素通过和空气中的氧发生反应,形成一种氧化膜附在不锈钢复合管管材的表面,从而可以保护不锈钢复合管管材不被腐蚀。
 关于不锈钢复合管栏杆相关知识不锈钢护栏结构一般分为主导、栏杆、主杆经常被称为主管(例如,楼梯护栏扶手的部分是我们所称的主管)。栏杆也可以称为立管,就是用来支持主管。按照 标准规定的主管的厚度为1.2mm,不锈钢护栏是经常出现在生活中,如楼梯护栏、阳台护栏、桥梁护栏等。
不锈钢管复合管护栏:内衬不锈钢复合钢管焊接工艺内衬不锈钢复合钢管(304+Q235B)是一种新兴的复合管材,具有耐腐蚀、耐高温、高延伸性、高强度等特点,被广泛应用于新建和扩建石化装置的工艺管线中。
不锈钢复合管护栏:不锈钢管的连接方式有哪些1、卡凸式特点:安装简便,连接处内外都不变形,属于活接,便于维修。适用范围:冷水系统、管道直饮水系统、水处理设备系统。明装比较适用,主要考虑到密封圈以后的更换,热水系统要尽量避免使用。
此种连接的优点就是安装简单,方便,便于,既管内的密封圈老化时需要更换比较简单方便,只要旋开螺母就可以更换。缺点就是适用单一,在热水系统密封圈老化比较突出,造价较高。暗装管道和热水系统一般不使用。
聚晟护栏制造有限公司
关于不锈钢复合管栏杆相关知识不锈钢护栏结构一般分为主导、栏杆、主杆经常被称为主管(例如,楼梯护栏扶手的部分是我们所称的主管)。栏杆也可以称为立管,就是用来支持主管。按照 标准规定的主管的厚度为1.2mm,不锈钢护栏是经常出现在生活中,如楼梯护栏、阳台护栏、桥梁护栏等。
不锈钢管复合管护栏:内衬不锈钢复合钢管焊接工艺内衬不锈钢复合钢管(304+Q235B)是一种新兴的复合管材,具有耐腐蚀、耐高温、高延伸性、高强度等特点,被广泛应用于新建和扩建石化装置的工艺管线中。
不锈钢复合管护栏:不锈钢管的连接方式有哪些1、卡凸式特点:安装简便,连接处内外都不变形,属于活接,便于维修。适用范围:冷水系统、管道直饮水系统、水处理设备系统。明装比较适用,主要考虑到密封圈以后的更换,热水系统要尽量避免使用。
此种连接的优点就是安装简单,方便,便于,既管内的密封圈老化时需要更换比较简单方便,只要旋开螺母就可以更换。缺点就是适用单一,在热水系统密封圈老化比较突出,造价较高。暗装管道和热水系统一般不使用。
聚晟护栏制造有限公司

 不锈钢护栏容易做造型,可以按照不一样的现场来制造不尽相同的尺寸,规格,弧度等等。成本低,钢产量全。好用耐用,大致没有必要,不怕风吹日晒。4、能满足前面三个条件的,你又能找出其余材料来代替吗有打造的,有美感的,有艺术造型的护栏或许会是有的,还有是肯定不可能使用在大的公共场所。
不锈钢复合管栏杆接点如何焊接由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层?。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。
由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以焊接施工效率。复层的焊接打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的水平和高度的责任感。
不锈钢护栏容易做造型,可以按照不一样的现场来制造不尽相同的尺寸,规格,弧度等等。成本低,钢产量全。好用耐用,大致没有必要,不怕风吹日晒。4、能满足前面三个条件的,你又能找出其余材料来代替吗有打造的,有美感的,有艺术造型的护栏或许会是有的,还有是肯定不可能使用在大的公共场所。
不锈钢复合管栏杆接点如何焊接由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层?。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。
由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以焊接施工效率。复层的焊接打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的水平和高度的责任感。
