

为了展现异型钢【扁钢】保质保量产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:异型钢【扁钢】保质保量的图文介绍

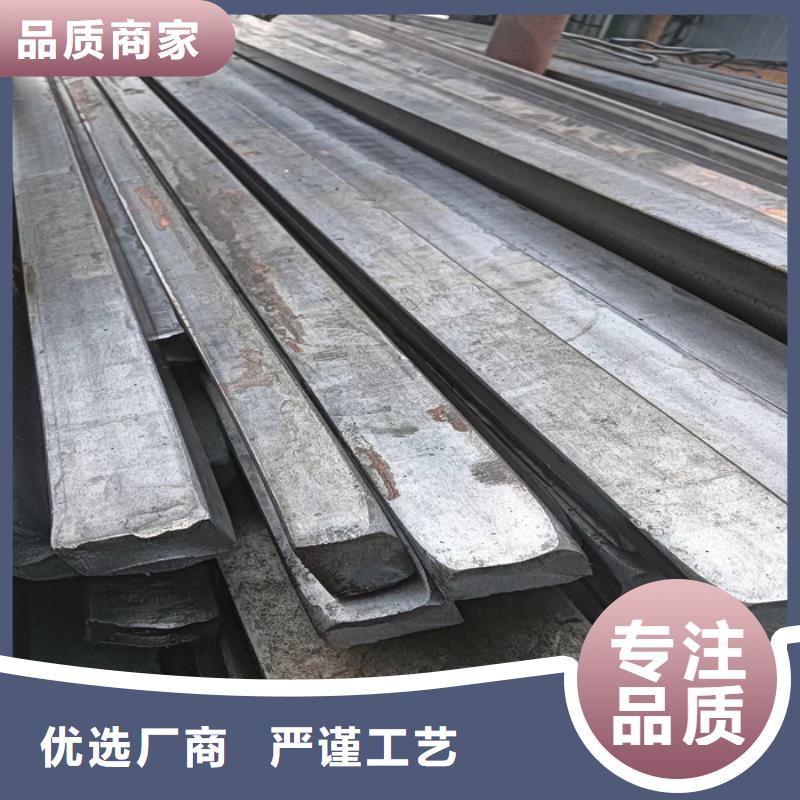
多功能测径仪的4路70单测头一组布置在主盘体一侧,3路150双测头和1路70单测头为一组布置在主盘体另一侧。每组四路测头中水平垂直各布置1路;另两路与水平测头成42°布置。1)圆钢直径的测量φ9~φ46mm圆钢直径利用01~04号测头测量,每个测量截面可以测量4个不同角度下的直径尺寸。2)角钢边长的测量25~45角钢的边长采用02、04号测头测量,50~65角钢的边长采用06、08号测头测量。将上述测头与水平方向42°布置主要是考虑到角钢在测量位置可能有轻微的扭转,扭转后将有1路与测量光束平行的一边会遮挡光束造成误差过大。布置成42°后只要扭转不超过3°就不会造成太大的测量误差。另外,实际应用时可以根据现场情况利用系数对测量误差进行修正,修正后的误差在0.10mm之内。3)扁钢的测量对于宽38~100mm、后4.5~25mm的扁钢,本项目设备采用07号测头测量其宽度、05号测头测量其厚度。异型钢测量仪可以测量圆钢外径及椭圆度;扁钢宽度及厚度;角钢领边边长尺寸,对多种断面形状的钢材进行在线检测,一台仪器实现多种轧材测量,节约成本。


冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。



鑫泽金属制品有限公司厂家成立于2019年,是一家集【辽宁盘锦16Mn方钢】研发、生产和销售于一体的高新技术型企业。厂家主要研发和生产【辽宁盘锦16Mn方钢】等配套产品,承接【辽宁盘锦16Mn方钢】开发和定制业务。




