



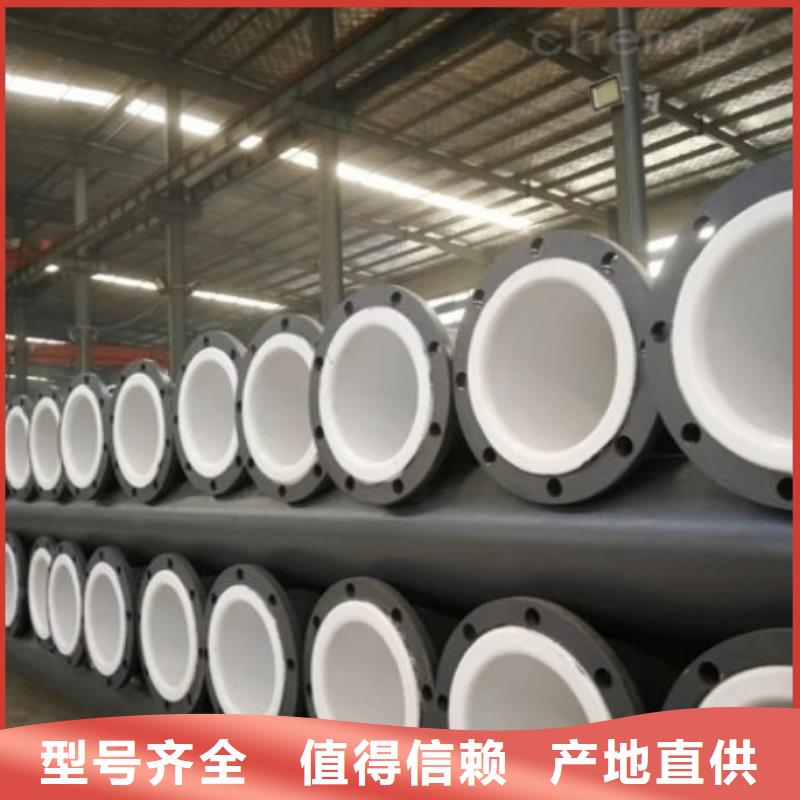




碱水管道和盐水管道选防腐衬塑管道
一般淡盐水管用衬塑管道材质,为什么呢因为衬塑管道防腐性能优异,法兰连接牢固方便快捷,使用寿命是普通钢管的5-7倍。更多热电厂化工厂都在用衬塑管件来确保企业管道系统运行。当然选择一家好的衬塑管道厂家是至关重要的哟。公司专注于生产制造衬塑管道行业值得赖。
1、氯碱电解工艺中碱管道材质有:镍200,310s,316L ,304,CPVC,钢衬塑管道,碳钢衬氟管道。钢衬塑管道可以用于各种碱管道,合金材质碱蒸发器的管板和管壳,镍201用于管程
310s 用于高温碱,碱高位槽316L用于常温到50度的碱
304用于常温以下,CPVC,碳钢衬氟也可以用,但用的不多。
2、另外更为复杂的盐水系统,每段管道材质用于盐水的管道,纯钛,碳钢衬胶,碳钢衬四氟,碳钢衬PO ,PE管内部衬钢丝,CPVC,玻璃钢衬PVC。
一次盐水的管道,以上都可以用一般二次盐水树脂塔出来的就是衬塑管道了,电解槽部分的也都是。
3、泄漏问题:碱管道如果选用碳钢钢管或者是合金钢管的话一般是焊缝漏,盐水感觉较多的是垫子漏,管道里有碱,较脆弱的地方就是焊缝,一般都是在现在焊接管道,设备条件有限,往往会出现细的问题,会出现碱脆腐蚀,电化学腐蚀,缝隙腐蚀等等导致焊缝漏。
盐水垫片漏,因为盐水管道较大,泵的扬程都很大,管道比较长固定不好就会在运行中会有振动,所以容易漏。建议管道材质选择上用衬塑钢管比较合适,更多应用工程案例证明衬塑钢管在工艺管道使用中可以避免跑冒滴漏现象发生。碱、盐水管线法兰垫子应选择四氟垫片或者高质量衬胶管道专用垫片。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。


对待客户纵横机械制造有限公司执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 福建宁德【衬胶管】品牌。





制药厂衬塑管特性:
1.具有优良的物理性能
2.具有好的耐腐蚀性能
3.机械强度与钢管相同
4.卫生、不积垢,不滋生生物、保证流体品质
5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
6.安装工艺成熟、方便快捷
7.耐候性好,适用沙漠、盐碱等苛刻环境
8.管壁光滑、提高输送效率、使用寿命长
衬塑管道是由多种改性共混聚合物与钢管经工艺复合而成的复合钢管,它既保留了钢管的强度和传统的连接方法,而且经过塑料材料不同的改性,充分发挥了塑料材料的耐腐蚀、抗老化、高耐磨、无锈、、内壁光滑等特点。经改性后的耐腐蚀的衬塑钢管,是石油、化工、电力、煤炭、轮船、码头等行业的工业管道的替代产品。


