



吕梁热镀锌管理论重量64728 <吕梁>神悦钢材有限公司
要提高吕梁热镀锌管的整体特性,加大对公司发展的推动力度。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程中,都有相应的管理应该制定计划,对每个过程进行评估,对产品进行精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高 作为吕梁热镀锌钢管的加工制造,无论是加工工艺的标准,还是质量检验的规范,都应该从产品本身出发,制定一套相应的产品管理制度。只有严格的管理方法,才能提高热镀锌钢管的加工能力。因此,公司的管理方式是一种深度创新的管理方式。只有做好这种管理方式,才能体现公司未来的发展趋势。为了更好地满足不同客户的要求,现阶段热镀锌钢管的规格和型号非常丰富多彩,同时其生产材料也包括种类繁多。 吕梁热镀锌钢管可以做不锈钢板成品,也可以做焊接钢管的坯料和叠层金属板的薄坯。那么,在加工制造热镀锌钢管的情况下,有哪些关键的加工步骤呢?扁钢毛用左右两套重叠定位轮对细粗位置进行预校准,然后拉直。下面是利用一对相对布置的铸轮挤压热镀锌钢管的整体宽度,使其整体宽度能够达到估算的主要参数。


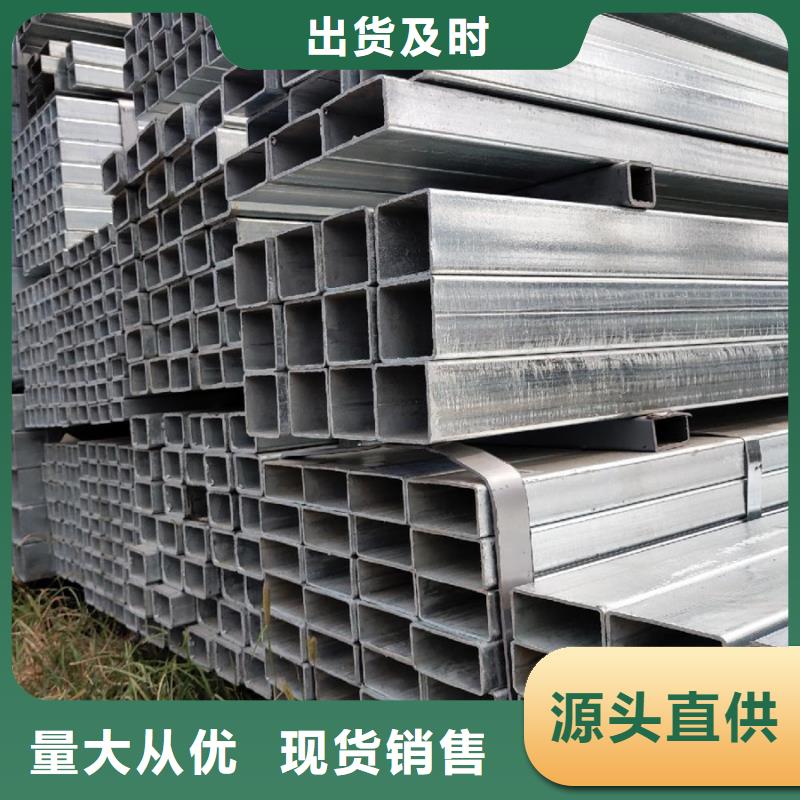
吕梁制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 吕梁镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。
吕梁镀锌无缝钢管是无缝管的关键材料和类型。就镀锌无缝钢管而言,我们在生产加工制造过程中使用的 步是焊接。常见的焊接镀锌无缝钢管是焊接的。 在大多数情况下,使用焊丝。 焊丝是焊接的关键原材料。焊接镀锌无缝钢管必须使用标准焊丝才能达到理想的焊接实际效果。 那么什么是焊丝呢? 焊接镀锌无缝钢管时应该使用哪种焊丝? 吕梁16mn镀锌管产品工件相遇处的一条金属材料。 焊丝的原材料一般与产品工件的原材料相同。 焊接镀锌无缝钢管时应该使用什么样的焊丝? 如果我们要焊接镀锌无缝钢管材料,应该使用哪种类型的焊丝,还有其他类型的焊丝可以使用吗? 如果焊接镀锌无缝钢管材料时应该使用什么类型和规格的焊丝,镀锌无缝钢管基本上是添加了1%左右的锰,所以焊接特性优良。 吕梁镀锌螺旋管手工电弧焊时,选用抗压强度等级为T50的焊丝:506节、507节、502节、503节、552节、553节等; 埋弧自动焊机时,选用焊剂:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊丝; 在CO2气体保护焊中,常使用H08Mn2Si和H10MnSi。
