
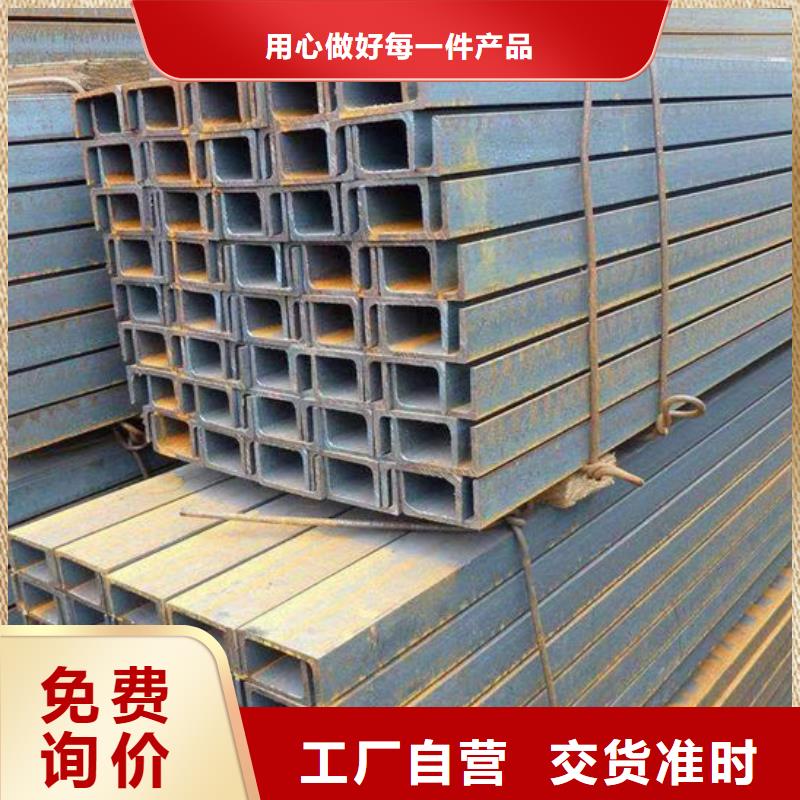




H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢材的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢材高度为800mm,超过了只能是焊接组合截面。 我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。
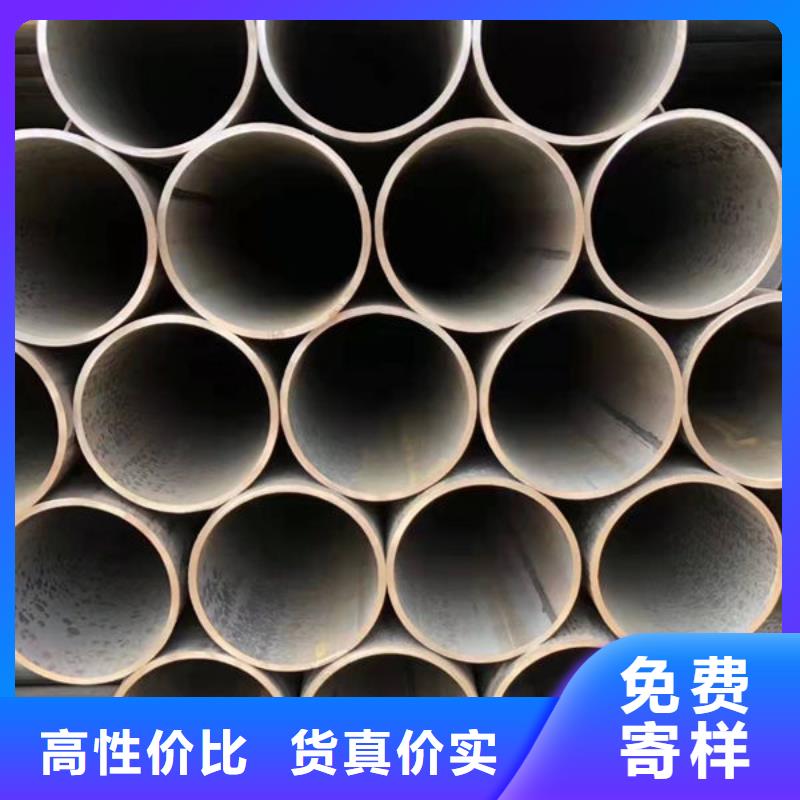
方管,是方形管材的一种称呼,也就是边长相等的的钢材。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,方管的加工工艺如下:方管要在专用进口流水线上进行制作,以确保风管制作精度及方管的密闭性。方管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。方管管体与插接法兰间的连接应采用无铆钉连接钢材工艺,运用进口设备进行无铆钉连接工艺。方管的咬口连接应采用进口自动咬合器进行咬合工艺。方管的连接法兰应采用连板法兰及插接法兰连接工艺,方管大边边长小于或等于2000mm时应采用共板法兰连接形式。
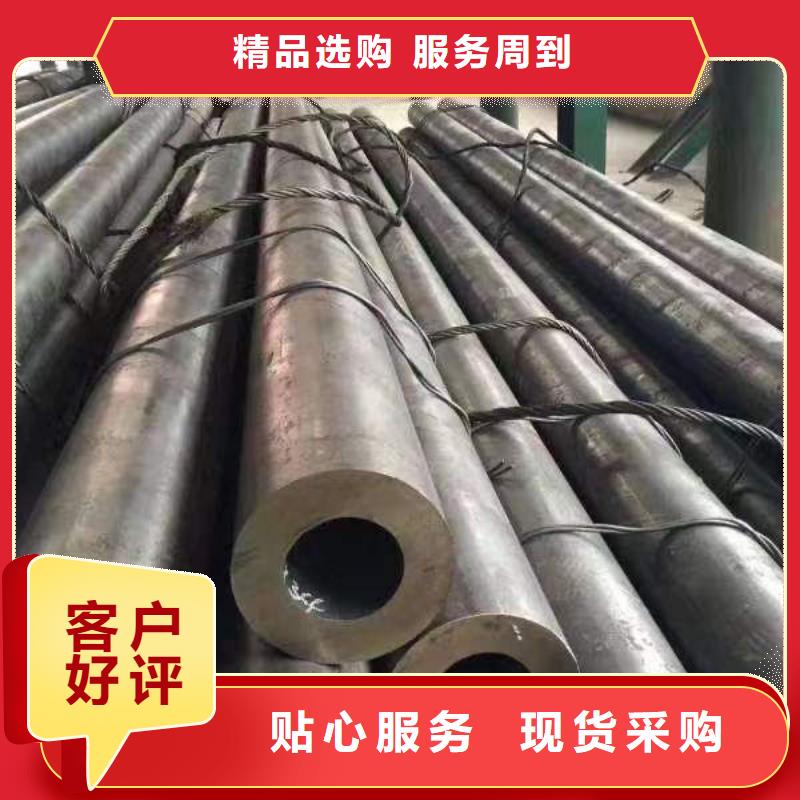
在进行高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
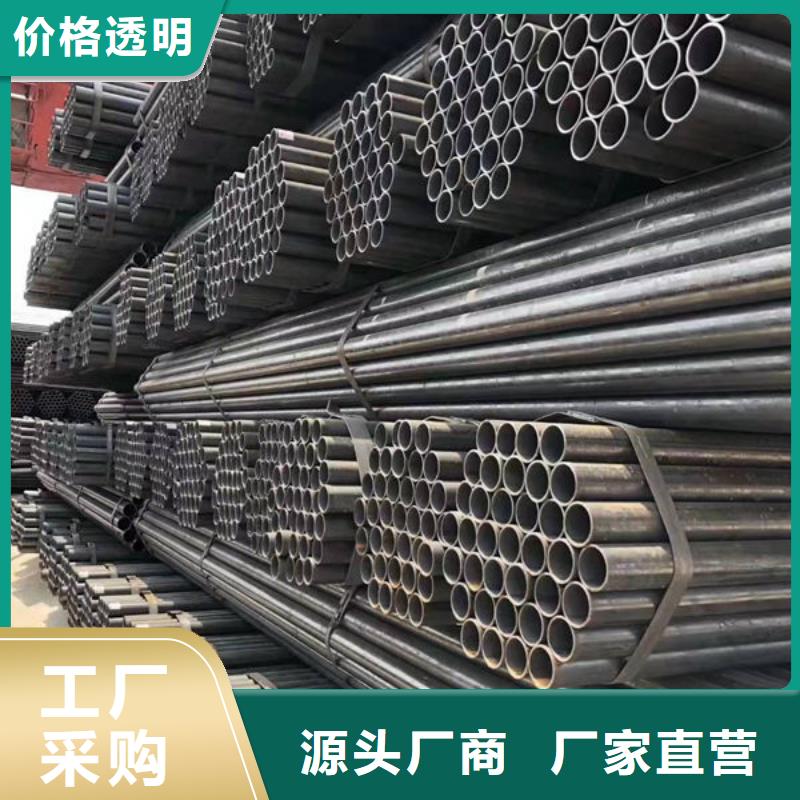
从焊接工艺来看。不管是直缝钢管还是螺旋钢管,这两者的焊接方式都是相同的。但是在实际的焊接过程当中,直缝焊管往往会出现大量的T形焊缝,在这样的焊缝的地方,往往会有一些残余应力,虽然这对使用没有太大影响,但是也正是因为这些残余应力加大了直缝钢管出现裂缝的可能性。从根本上来说,螺旋钢管或者直缝钢管都是焊接钢管的一种,因为两者的优越性能,这两种钢材广泛的应用在各项工程当中,当然因为两者生产工艺不同,在实际的使用过程当中还是有很大的区别的,直接导致了两种钢管的使用范围有了很大的不同。相对于螺旋钢管来说,直缝钢管的制作工艺要简单很多,直缝钢管的生产工艺主要分为两种,一种是高频焊接直缝钢管,还有一种是埋弧焊直缝钢管。正是因为直缝钢管的生产工艺简单的这些特性,所以直缝钢管的生产效率很高,成本较低,而且发展的速度也是十分迅速。
