




想要更直观地了解双侧钢筋套丝生产线货源充足产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:双侧钢筋套丝生产线货源充足的图文介绍
建贸机械 有限公司坚持“诚信为本,信誉至上,服务用户,回报社会”是我们的服务理念。我公司一贯坚持“质量至上,用户至上,满意服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,满意的服务。“学习,超越”是本公司的企业精神,我们将更加谨诚的致力于 山西临汾数控钢筋切断机事业,以百倍真诚的合作与广大海内外客户共荣发展,同创辉煌!



锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲监控器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲监控,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块。对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。



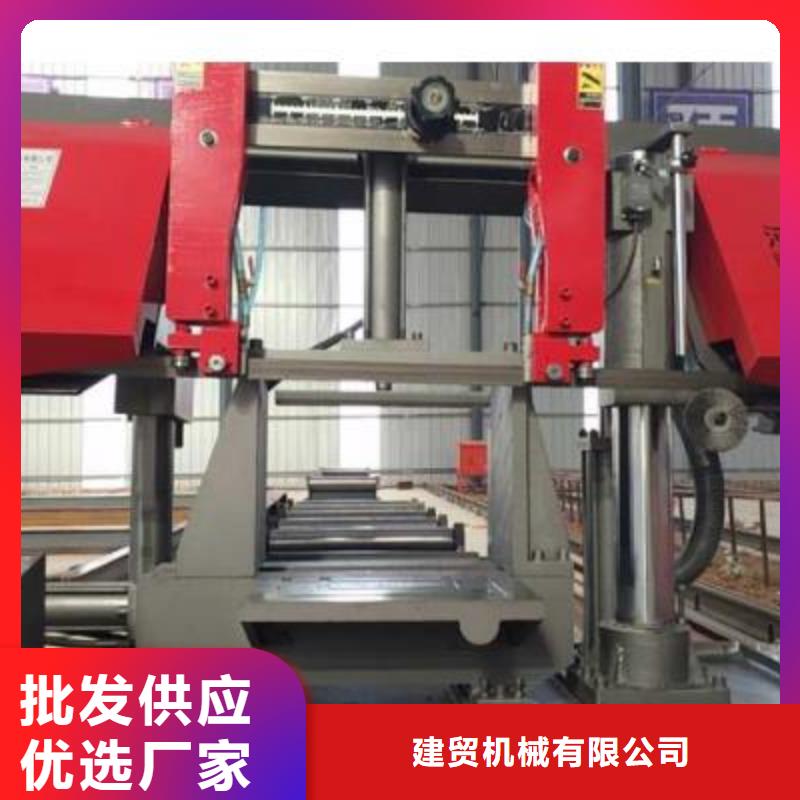
山西临汾数控钢筋锯切套丝生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。而且可以运用市场上的左牙圆板牙制作左旋螺纹。制作出来的螺纹标准。螺纹一次成型,速度快。(因为圆板牙本身就是通用的标准件).套丝过程中,工件不转,板牙转。所以再长的工件也能制作螺纹。


按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。



故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。
