您的位置>首页 >辽阳当地产品新闻 >
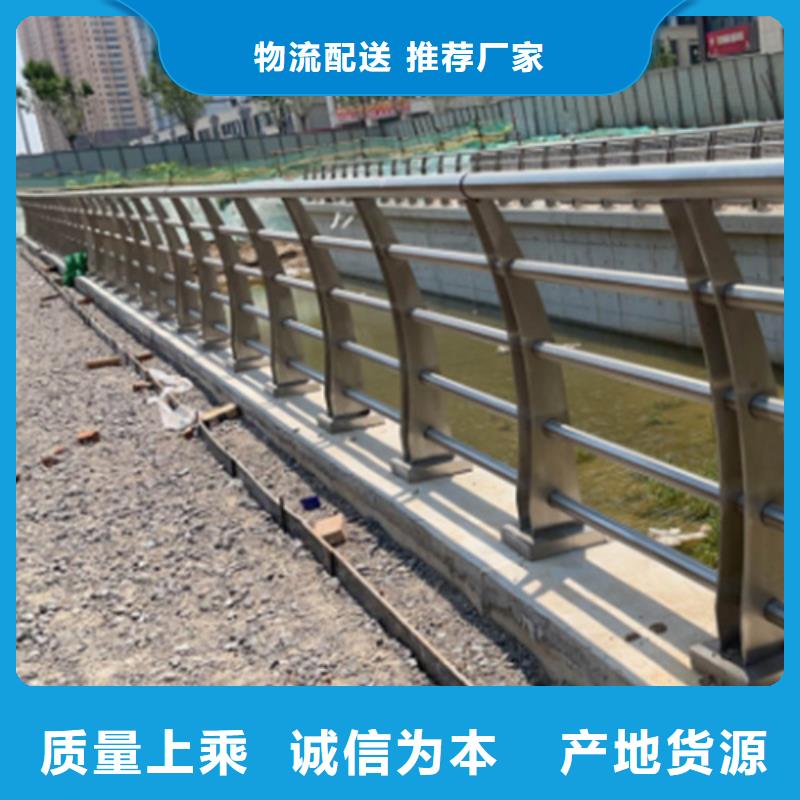
供应批发桥梁防撞护栏-保量
更新时间: 2024-12-28 10:43:49 浏览次数:1
以下是:供应批发桥梁防撞护栏-保量的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/米 |
|---|
| 发货期限 | 3-7天 |
|---|
| 供货总量 | 99999 |
|---|
| 运费说明 | 电联 |
|---|
以下是:供应批发桥梁防撞护栏-保量的图文视频
导读 供应批发桥梁防撞护栏-保量,宏达友源金属制品有限公司为您提供供应批发桥梁防撞护栏-保量,联系人:张经理,电话:0635-8880406、13869577911,QQ:508035490,请联系宏达友源金属制品有限公司,发货地:聊城经济开发区聊牛路与东环路向东6公里发货到辽宁省 辽阳市 白塔区、文圣区、宏伟区、弓长岭区、太子河区、灯塔市。 辽宁省,辽阳市 辽阳市,古称襄平、辽东城,辽宁省辖地级市,国务院批复确定的以石化产业为主的现代工业城市、辽中南地区中心城市和历史文化名城。截至2022年,辽阳市下辖5个区、1个县,代管1个县级市,总面积4735.78平方千米,建成区面积139.5平方千米,年末全市常住人口154.3万。
桥梁防撞护栏产量压力仍相对可控,焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


<辽阳>宏达友源金属制品有限公司是一家以生产辽阳为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天

总结 今年在辽宁省辽阳市购买供应批发桥梁防撞护栏-保量有了新选择,宏达友源金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的供应批发桥梁防撞护栏-保量产品。如需购买或咨询,请随时联系我们,联系人:张经理-13869577911,QQ:508035490,地址:经济开发区聊牛路与东环路向东6公里。