





1、牌号和化学成分球墨铸铁管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、制造方法球墨铸铁管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、球墨铸铁管及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能球墨铸铁管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在球墨铸铁管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
1)球墨铸铁管球墨铸铁管具有强度高、韧性大、抗震性能好、耐腐蚀和安装方便等优点;内衬水泥砂浆或涂刷卫生级环氧树脂防护,对输水水质无影响:可承受工作压力超过2.0MPa以上,比非金属管材强;延伸率、刚度、抗拉强度较大,承受外荷载的能力比其他管材强;柔性接口,拆装方便、承受局部沉陷的能力好,特别在有地下水或管内有少量余水的状况下维修容易,比非金属管材维修难度小;防腐性能优良,使用寿命可达50以上,比化学管材及钢管使用寿命长。铸铁管铺设时,对基础要求较低,一般情况下,可不作基础处理,仅需将天然地基进行适当平整,管道铺设于未经开挖扰动的原状土上;遇到较差地基或含岩石地区,铺设管道时可采用砂垫层基础。但大口径球墨铸铁管加工工艺复杂,需进行专门设计,铸造难度大、造价高、制造周期长。近些年,根据市场要求,国内球墨铸铁管生产企业相继开发并已规模化生产各种特殊涂层球墨铸铁管,其中有水泥内衬环氧封面层、聚氨酯内衬、环氧陶瓷内衬、环氧树脂内衬等球墨铸铁管,目前所生产的特殊涂层球墨铸铁管产品的性能已经达到了国际先进水平。特殊涂层球墨铸铁管具有耐腐蚀性好、与基材附着力强、内壁光滑、可降低能耗、提高输水能力、涂层不含溶剂、无可渗出有害物质、不污染输送介质,从而保证流体的卫生性和纯洁度等特点,被大量使用于饮用水管道的内外壁防腐,缺点是造价增加太多。
公司主营业务为球墨铸铁管、离心球墨铸铁管及配套管件、密封橡胶圈、钢铁冶炼及压延加工、铸造制品等.其中铸管:产能80万吨,口径DN80~DN2600mm,有T型、K型、S型、N1型、自锚式等多种接口形式的球墨铸铁管适用于不同的地势条件,采用水泥砂浆、聚氨酯、环氧陶瓷等防腐内衬球墨铸铁管,满足不同水质输送要求,以及锌层 终饰防腐层、聚氨酯等外壁防腐处理技术的球墨铸铁管适用于不同的腐蚀性土壤环境条件,是城镇供水、输气的理想管材。公司主持制定了《水及燃气管道用球墨铸铁管、管件和附件》标准(GB/T13295-2008),生产规模和综合技术实力居水平,国内市场占有率达到35%,10%以上的产品出口到世界100多个和地区。管件:产能2万吨,采用壳型及独创的真空消失模铸造工艺生产,可根据用户需要开发生产各种的配套管件,满足不同的施工条件。
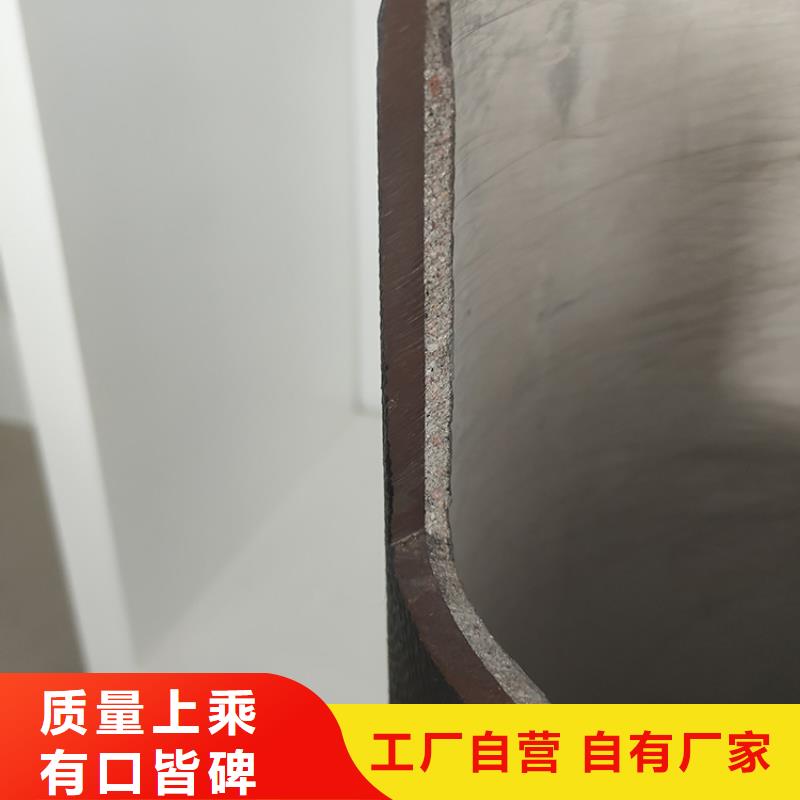
球墨铸铁管的质量同原材料-生铁的成分密切相关。我们精选低磷低硫的生铁,并对每批原材料进行检测,确保碳、磷和硫等元素的含量符合要求。铁水球化铁水中加入球化剂进行球化处理,调整成份以达到工艺要求。铁水质量控制在铁水制备过程中每一环节都要对成分和温度进行严格的控制。每一炉铁水都要经过成份分析,使铁水完全符合离心浇铸的要求。离心浇铸采用水冷金属型工艺和离心机进行浇铸。冲天炉的铁水经电炉升温和球化处理后被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。品质控制浇铸好的球墨铸铁管立刻进行铸造缺陷的表面检测,确保离心浇铸出的球墨铸铁管的质量。退火处理合格的球墨铸铁管随后进入退火炉,经过充分的退火以获得球墨铸铁所需要的金相组织结构。性能检测退火后的球墨铸铁管立刻进行外观检验、硬度试验、金相试验和拉力试验,不符合要求的管子予以报废。称重我们对每根球墨铸铁管进行称重,保证管子的重量符合质量标准要求。修磨我们对从退火炉出来的每根球墨铸铁管进行内外表面缺陷的检验,并且对每根管子的承插口进行打磨和清理。水压试验我们对每根球墨铸铁管进行水压试验,确保管子不渗水。水泥涂衬我们对每根球墨铸铁管的内壁进行水泥涂衬,保证水质不受污染。养生水泥涂衬之后的球墨铸铁管要进行一段时间的养生。喷锌根据用户要求可对每根球墨铸铁管进行外表面喷锌处理。沥青漆喷涂我们对每根球墨铸铁管进行沥青漆外涂,以达到防腐和美观外表的作用。