


想知道【异型管凸形无缝管品质优选】产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:【异型管凸形无缝管品质优选】的图文介绍
乐道精密钢管厂家有限公司始终秉承研发带动生产,生产促进研发的循环发展理念,严把 西藏拉萨【锥型无缝管】质量关,价格关,售后服务关,得到广大新老客户信赖。我们将一如既往,以更好的 西藏拉萨【锥型无缝管】产品,更优的价格,更及时到位的服务来回馈广大新老客户,与您携手共同走向我们美好的明天。


华尔网异型管一方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;一方面为不锈钢异形管炉可将剩余的水,特别是如果有一个以上的漏水孔管,不要去,如果你把炉子气氛破坏。
华尔网异型管光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要一口连通。检查与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损,应经常检查经常改变。
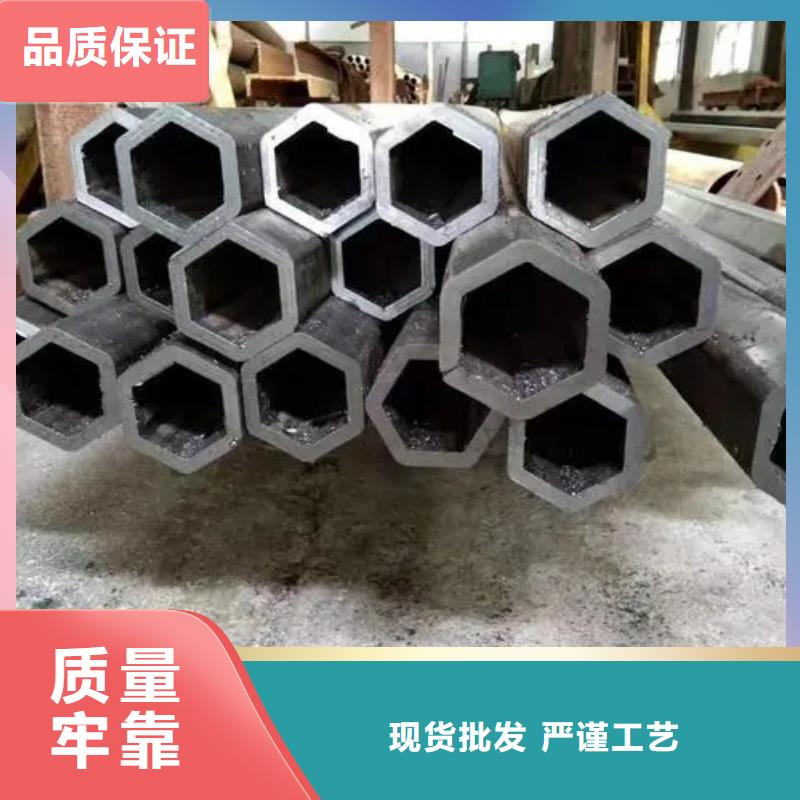
华尔网异型管是一种新型高技术节能产品异型管的推广应用对节约钢材,提高加工工效,节约能源 所谓高精度异型管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精 该技术所生产的高精度异型管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项 目 实际达到 GB8713-88 ISO4394/I 内径尺寸公差 H8 H9 H10 H8 H9 H10 H8 H9 H10 直 线 度 0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚 %10±壁厚 %5±壁厚偏差 圆 度 0.04 无规定。


华尔网异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
华尔网异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
华尔网异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
华尔网异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
华尔网异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
华尔网异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
华尔网异型管焊嘴与异型管间的距离以15-25mm为宜。



华尔网异型管弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;
华尔网异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
华尔网异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
华尔网异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
华尔网异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。



