





晋中止水紫铜片采购
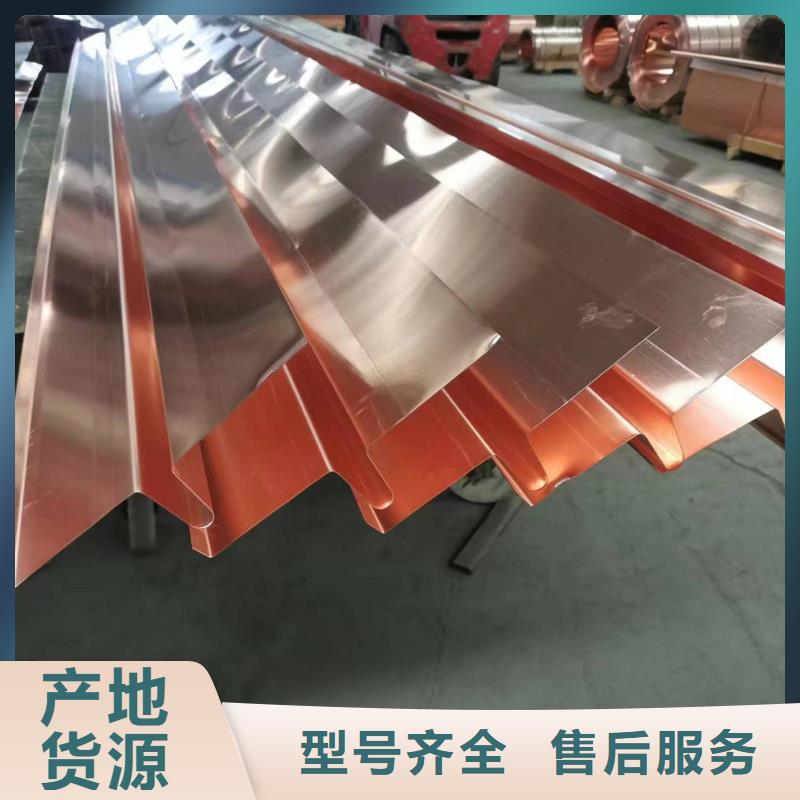
止水铜片接头成型方法及晋中止水铜片的质量控制止水铜片接头形状分为:晋中止水铜片T型、W型、V型、十字型、Y型、弧型止水铜片、L型、H型、F型异型等。制作方法一
焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。制作方法二整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。在施工过程中止水铜片的质量控制程序对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。
止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。
晋中止水紫铜片采购
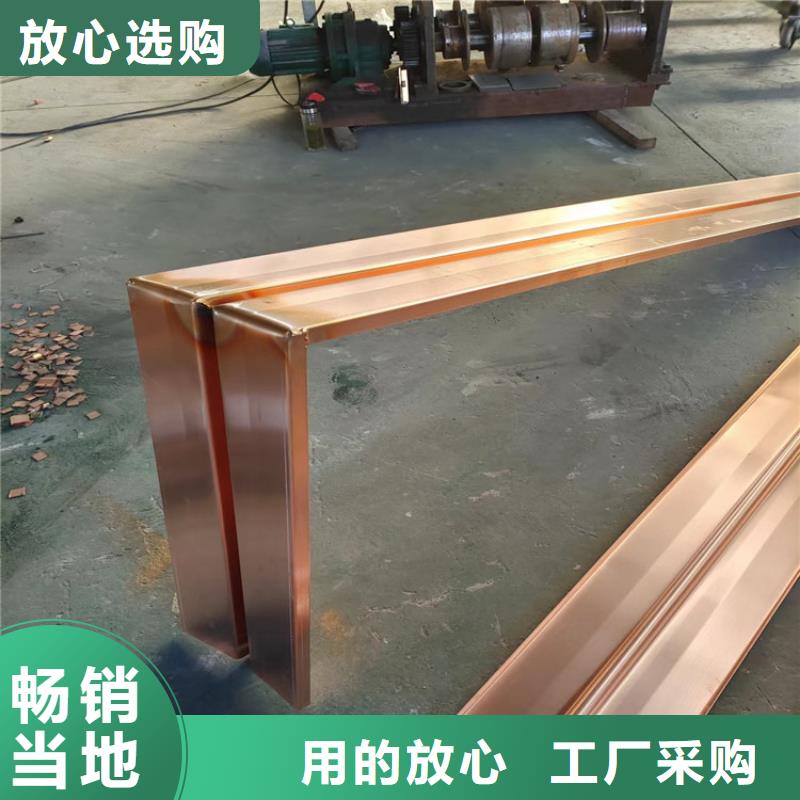
止水铜片的接头,可以根据施工的需要加工成不同的形状。晋中止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
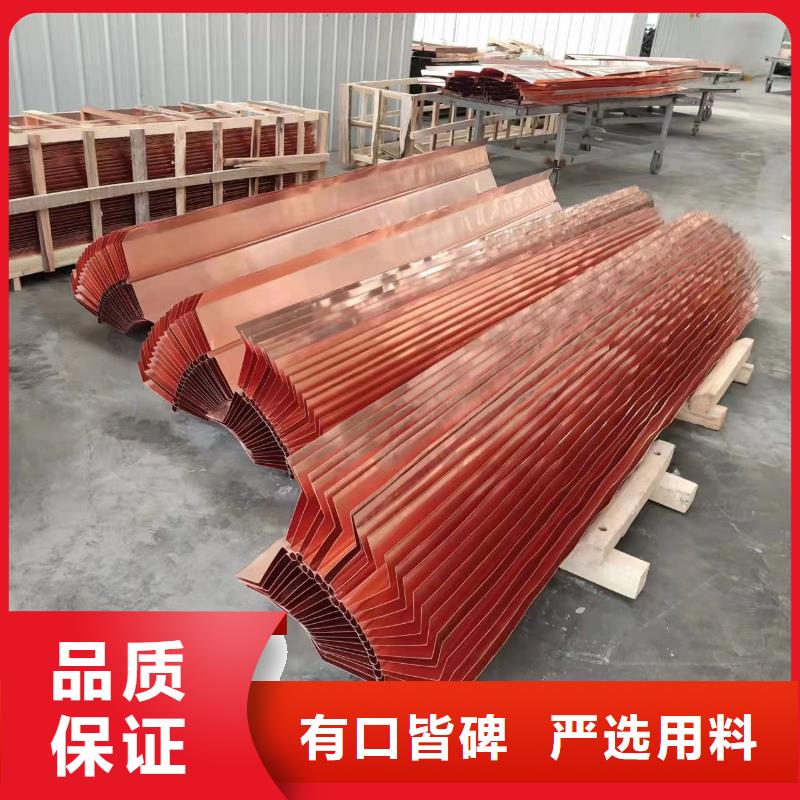
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。
晋中止水紫铜片采购
晋中止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。晋中止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。
晋中止水紫铜片采购
晋中止水铜片
隧道止水,采用铜止水和橡胶止水相结合的方法,晋中止水铜片在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。
隧道铜止水带拼焊施工要点如下:
1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料;
2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量;
3、选择合格的一次性成型的止水铜带;
4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量;
5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。
