以下是:滚压管_【珩磨管加工厂】发货迅速的产品参数
| 产品参数 |
|---|
| 产品价格 | 5000/吨 |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:滚压管_【珩磨管加工厂】发货迅速的图文视频
滚压管_【珩磨管加工厂】发货迅速_安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,聊城辽河路燕山路交叉口南500米东首发货到吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市 发货到 吉林省。 吉林省 吉林省,简称“吉”,是中华人民共和国省级行政区,省会长春市;位于中国东北地区中部,与辽宁省、内蒙古自治区、黑龙江省相连,并与俄罗斯、朝鲜接壤,地处东北亚地理中心位置;地势由东南向西北倾斜,呈现出东南高、西北低的特征,属于温带大陆性季风气候;截至2022年底,全省辖8个地级市、1个自治州,面积18.74万平方千米。2022年末,吉林省总人口为2347.69万人,其中城镇常住人口1496.18万人,城镇化率为63.73%。
我们的滚压管_【珩磨管加工厂】发货迅速视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:滚压管_【珩磨管加工厂】发货迅速的图文介绍


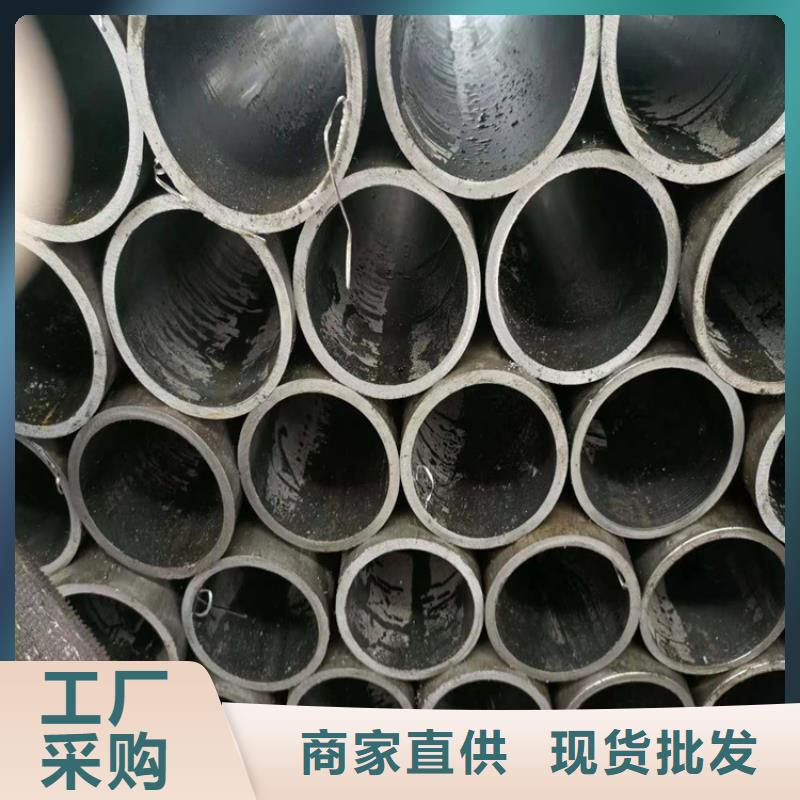
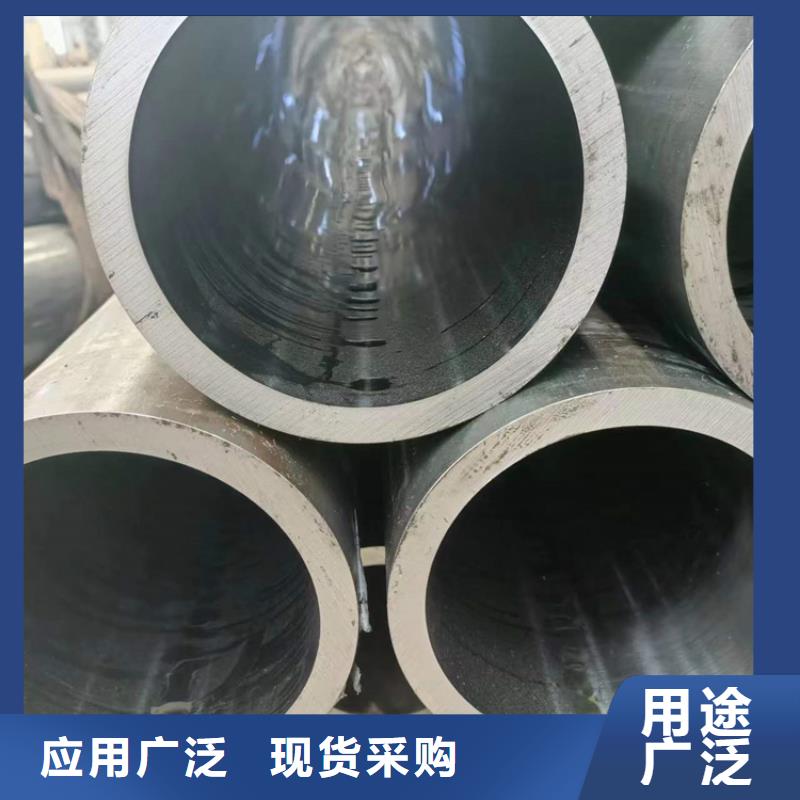
吉林珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。
珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径Wt是壁厚(:(外径-壁厚)*壁厚*0.02466 Kg/m。滚压管



安达液压机械有限公司占地3000多平方米,专业生产各类 吉林液压油缸管报价 为主的厂家。 累积十多年 吉林液压油缸管报价制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!



吉林珩磨管油缸管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。滚压管



吉林珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
滚压管

联系人:高经理,电话:17706353138,安达液压机械有限公司在吉林省本地专业从事滚压管_【珩磨管加工厂】发货迅速,吉林省各个县市以及周边城市均可提供送货上门服务!