产品详情
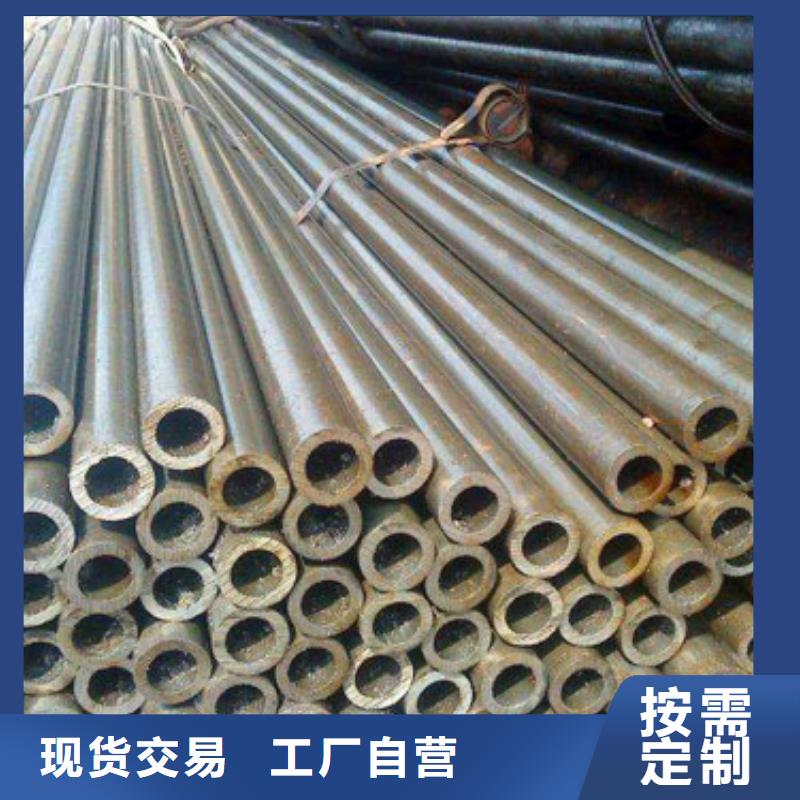
以下是:供应批发20Cr精密钢管-口碑好的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
导读 供应批发20Cr精密钢管-口碑好_大金钢管制造有限公司,固定电话:15806808820,移动电话:18863585399,联系人:王经理,QQ:1365789918,聊城经济开发区工业园发货到河南省 焦作市 解放区、中站区、马村区、山阳区、修武县、博爱县、武陟县、温县、沁阳市、孟州市 发货到 河南省焦作市。 河南省,焦作市 焦作地处中国华中地区、河南西北部,北依太行山、与山西晋城接壤,南临黄河与郑州、洛阳隔河相望,东临新乡,西临济源,是河南省近现代工业的起源地,是老工业基地,近代有“中原小上海”之美称,是中国旅游城市和新型工业化示范基地。自20世纪末开始,焦作从一座资源枯竭的城市转型为旅游城市,走出了一条资源枯竭型城市的转型之路。焦作由“黑色印象”到“绿色主题”的产业转型经验入编高中地理教科书,被称为“焦作现象”。

精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
在建筑给水管系中,由于镀锌钢管已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和 对饮用水及有关水品质的要求。因此,有关专家预言:建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定薄壁精密管为综合性能 的管材之一。
精密管产能过剩过剩进展的力度不够,执行也不到位,效果不是很理想。今天国务院又召开会议,再次强调要严格执法,严格管理,把企业的执行力度增加到 化,各个执法人员和有关部门发现执法不严,执法过程中出现问题的要严格追究责任人,以下是会议的内容:各地要切实把确保完成任务的责任落到实处,保证质量并确保如期完成去产能任务。各地要严肃认真兑现做出的承诺,按照责任书签订的内容,不折不扣抓好落实。
大金钢管制造有限公司

精密管在焊接生产全过程中,简易展现漏焊和错口等很多情况。可是这种情况中较难掌握的就
是精密无缝管对接焊缝处展现沙眼。说白了的沙眼:就是焊接全过程中在焊接表面也许焊接里面,
展现未被彻底熔透的顆粒也许汽泡,及其在焊接表面展现的小石子样子的坑点。
精密无缝管焊接出现沙眼的原因
分析展现沙眼的原因有以下几个方面:
1、精密无缝管焊接全过程中提供焊机的电流量过小,电容器時刻过短,电容器还未彻底焊接
深入的时候焊接表面已经硬底化,因此 里面出現了未被熔透的小石子也许汽泡。
2、热轧带钢进到长刀型调形倾斜度时候沒有连接好,热轧带钢连接沒有紧闭,连接热轧带钢
中间展现了太大的空闲地。
3、连接焊接精密无缝管的时候,沒有立即梳理精密无缝管的两侧上铁锈也许氧化皮。
4、生产机器设备沒有立即检修梳理。工作台子上的浮尘也许污迹,误落入连接精密无缝管的
焊接间隙处。随后影响到焊接点的溫度和干湿度。
因此 要想非常好的处理此难题,就需要依据精密无缝管之上的几个方面缘故开展非常好的防止
,才可以从源头上对精密无缝管在焊接中防止沙眼的出現。
大金钢管制造有限公司

总结 今年在河南省焦作市购买供应批发20Cr精密钢管-口碑好有了新选择,大金钢管制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的供应批发20Cr精密钢管-口碑好产品。如需购买或咨询,请随时联系我们,联系人:王经理-15806808820,QQ:1365789918,地址:经济开发区工业园。