





为了让您更地了解我们的绗磨管【镀铬棒】实力大厂家,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:绗磨管【镀铬棒】实力大厂家的图文介绍

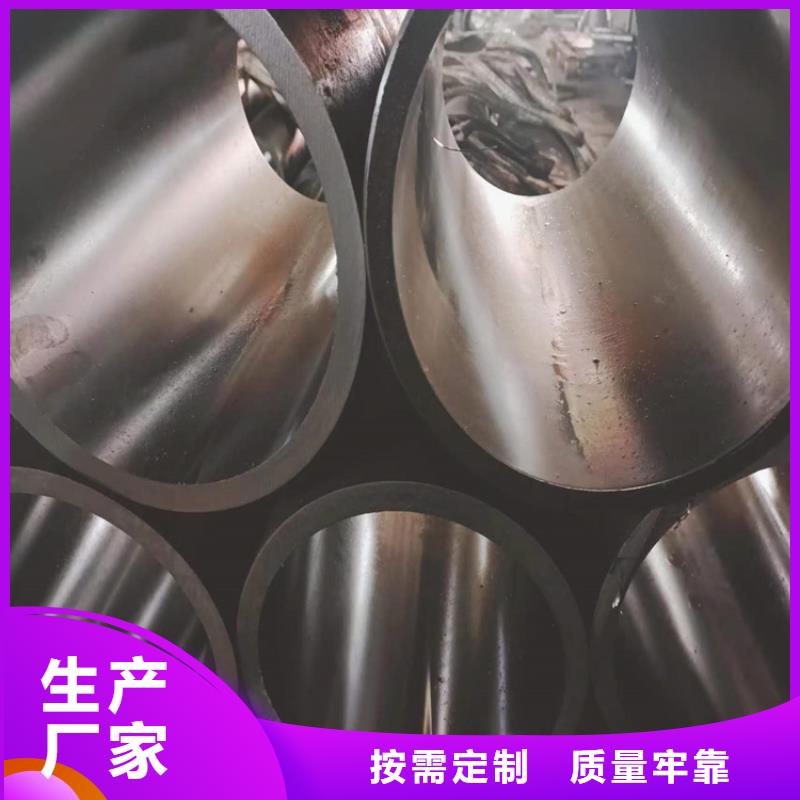
江西企业旺旺珩磨管绗磨管油缸管绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。


江西企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



江西企业旺旺珩磨管绗磨管油缸管精密绗磨管上半年因为品种表现差异的关系,冷轧重点下游汽车行业的低迷因素,在供应没有主动减产前期,冷轧现货价格遇涨难涨,遇跌超跌的表现,导致热冷价差快速收缩;后期随着钢厂亏损以及订单不佳的双重因素叠加,各大钢厂均加入主动减产的行列,冷轧供需矛盾得到释放,尤其在8-9月份需求小幅回暖期间,冷轧现货价格更是表现坚挺,从而恢复了热冷价差。但随之,随着价差的恢复,冷轧表现一般的基本面很难以支撑价差的进一步扩大,因此一旦市场大环境有明显的波动,后期冷轧的价格压力还是存在为了使薄壁气缸管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。



安达液压机械有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 江西液压油缸管报价用户的利益和需要,想用户所想、急用户所急,为用户的 江西液压油缸管报价正常使用做好我们的服务工作,赢得了广大用户的信任和支持。


