

弯管直销厂家
型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
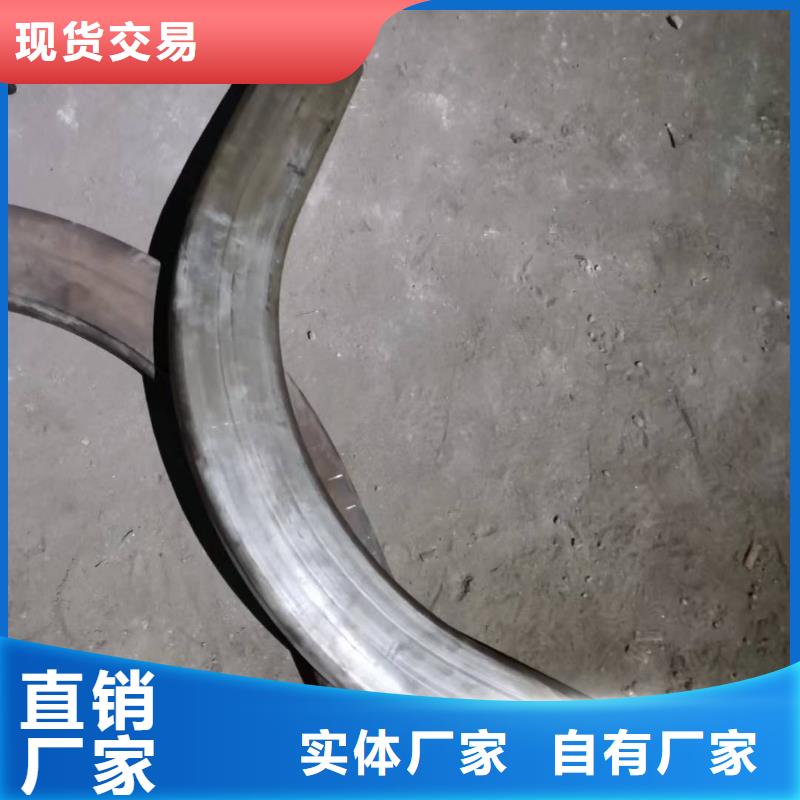
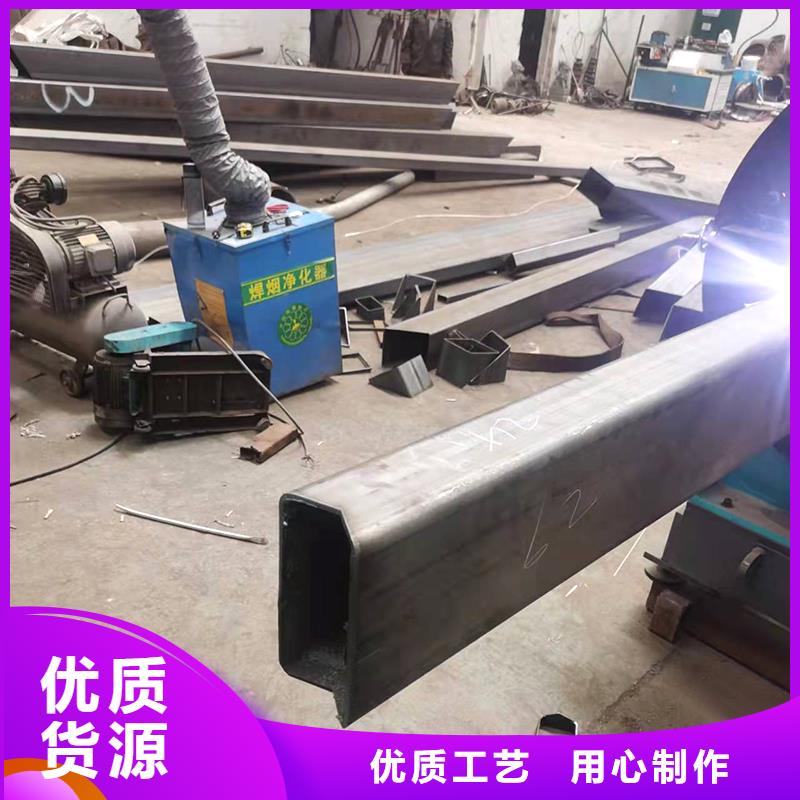
 拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务、
拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务、
 航萧管件
弯管机购买需要了解以下方面的因素
弯管机科技重大专项要重点开发航空航天、船舶、汽车制造、发电设备制造等需要的数控机床弯管机设备与数控弯管机机床,“逐步提高我国数控机床与基础制造成套装备的自主开发能力,满足国内主要行业对制造装备的基本需求”。作为重点扶持工业之一,近年来,政府已投入大量资金用于航空航天业大型客机的研发。这些研发是方方面面的,我们抽出与弯管机模具有关的方面来分析,着重研讨结构件材料的使用。 那么在购买弯管机时我们需要考虑哪些方面的因素呢?下面由江阴宏业机械的专业为大家介绍一下:
一、弯管机工件的因素。在要这种专业的模具和弯管机之前,必须要对于加工的工件进行很好的考虑,在这上面,吨数小、体积小是为根本的要求,同时再保证率,当然,也要结合工件的尺寸,如果工件的尺寸过大,自己购买工作台过小也不能工作,所以首先应该以工作来进行考虑,但是在这方面的应用也有区别,有些是专业的工件加工,则要把弯管机和模具的适应性相对提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接着使用。
二、节省材料的因素。它的主要工作也就是把材料变成所要使用的零件,但是在使用材料的过程中,有些弯管机和弯管机刀具大使用的时候很费料,这样也就加大了成本,而有些在使用过程中,能够达到材料的节省性,所以这方面的因素也必须要考虑在内。
三、操作性因素。因为对于弯管机的操作性能也关乎到生产的人力和技术的投入,而在这方面投入的同时,自然也就加大了投入的成本,目前在操作上面有很多个不同的分类,所以如果是专业的加工,或者大量的工件加工,还是应该考虑购买一个容易控制的弯管机,因为在它工作的同时,减少了人员控制的数量和技术投入的含量,自然也就减少了生产的成本。
张家港市和力机械制造有限公司是专业制造及销售弯管机、蛇形管流水线和其他液压机的民营企业。公司集中了具有丰富弯管设备设计、制造经验和弯管工艺经验的专业人才,专门从事弯管设备的设计和制造。现每年生产及销售弯管机和其他液压机一百多台套。公司的宗旨是“客户,用户至上”,向客户提供高质量的产品,用我们积累的弯管经验尽力配合客户制作出合适的弯管工艺,向客户提供优质的售后服务。展望未来,宏业机械热忱期望与您精诚合作,共创伟业。
航萧管件
弯管机购买需要了解以下方面的因素
弯管机科技重大专项要重点开发航空航天、船舶、汽车制造、发电设备制造等需要的数控机床弯管机设备与数控弯管机机床,“逐步提高我国数控机床与基础制造成套装备的自主开发能力,满足国内主要行业对制造装备的基本需求”。作为重点扶持工业之一,近年来,政府已投入大量资金用于航空航天业大型客机的研发。这些研发是方方面面的,我们抽出与弯管机模具有关的方面来分析,着重研讨结构件材料的使用。 那么在购买弯管机时我们需要考虑哪些方面的因素呢?下面由江阴宏业机械的专业为大家介绍一下:
一、弯管机工件的因素。在要这种专业的模具和弯管机之前,必须要对于加工的工件进行很好的考虑,在这上面,吨数小、体积小是为根本的要求,同时再保证率,当然,也要结合工件的尺寸,如果工件的尺寸过大,自己购买工作台过小也不能工作,所以首先应该以工作来进行考虑,但是在这方面的应用也有区别,有些是专业的工件加工,则要把弯管机和模具的适应性相对提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接着使用。
二、节省材料的因素。它的主要工作也就是把材料变成所要使用的零件,但是在使用材料的过程中,有些弯管机和弯管机刀具大使用的时候很费料,这样也就加大了成本,而有些在使用过程中,能够达到材料的节省性,所以这方面的因素也必须要考虑在内。
三、操作性因素。因为对于弯管机的操作性能也关乎到生产的人力和技术的投入,而在这方面投入的同时,自然也就加大了投入的成本,目前在操作上面有很多个不同的分类,所以如果是专业的加工,或者大量的工件加工,还是应该考虑购买一个容易控制的弯管机,因为在它工作的同时,减少了人员控制的数量和技术投入的含量,自然也就减少了生产的成本。
张家港市和力机械制造有限公司是专业制造及销售弯管机、蛇形管流水线和其他液压机的民营企业。公司集中了具有丰富弯管设备设计、制造经验和弯管工艺经验的专业人才,专门从事弯管设备的设计和制造。现每年生产及销售弯管机和其他液压机一百多台套。公司的宗旨是“客户,用户至上”,向客户提供高质量的产品,用我们积累的弯管经验尽力配合客户制作出合适的弯管工艺,向客户提供优质的售后服务。展望未来,宏业机械热忱期望与您精诚合作,共创伟业。
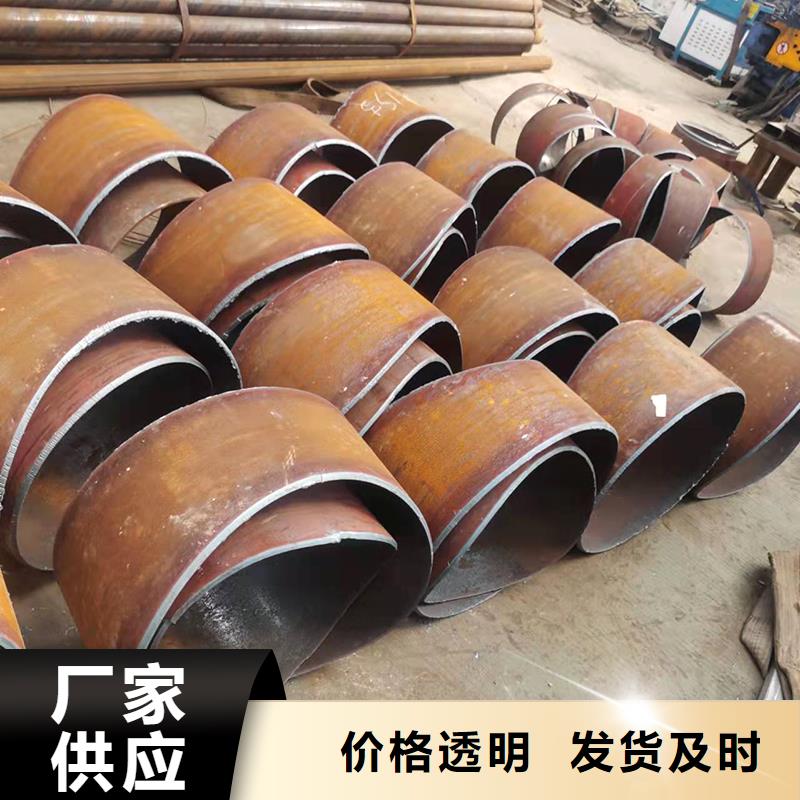
 弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
