17768165506

联系我们

您可能对湖州本地以下产品新闻也感兴趣
更新时间:2024-12-29 02:37:16 浏览次数:2 公司名称: 太钢旭昇金属材料销售有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 15 |
| 发货期限 | 当天发货 |
| 供货总量 | 9999 |
| 运费说明 | 免费送货 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 厂家 |
| 产品材质 | 齐全 |
| 产品品牌 | 宝钢 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 天津 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 99999 |
| 适用领域 | 广泛 |
| 是否进口 | 否 |
| 质量认证 | 齐全 |
| 工作温度 | 800-1200度 |
| 厂家 | 天津,无锡,山东,温州 |
| 规格 | 齐全 |
| 材质 | 201,304,321,316L,347H,310S |
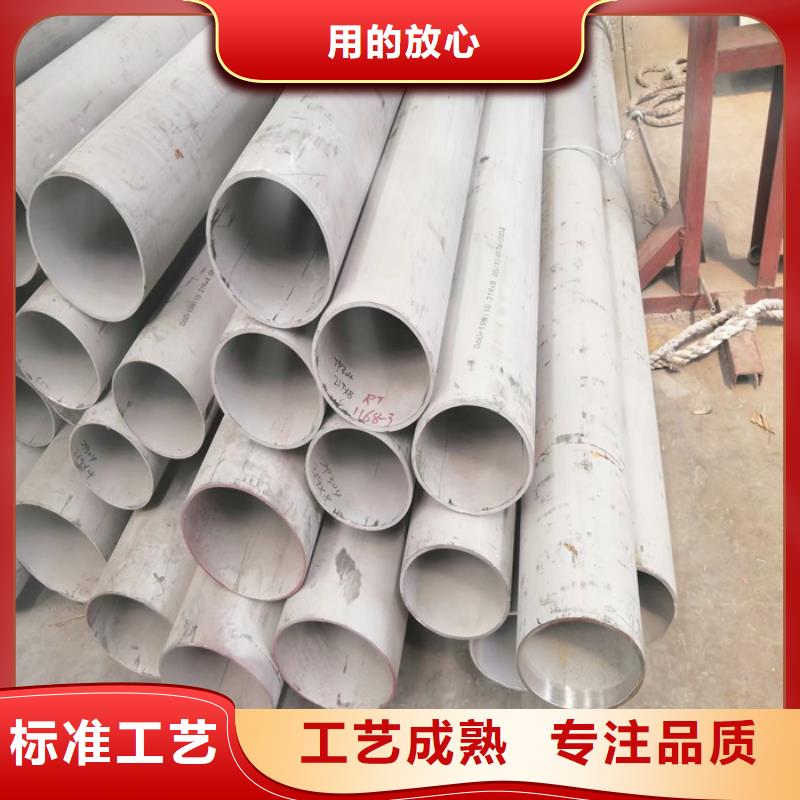





本公司经营的无缝管及不锈钢产品材质主要有:0cr13、1cr13、2cr13、1cr17、7cr17、201、202、304、304L321、316、316L、347、309、309S、310S、904、904L等。公司钢材资源充足,品种齐全,库存量大,价位低。 不锈钢板:规格厚度0.1mm-80mm*宽度15mm-2200mm*长度6000mm 不锈钢管:规格外径1mm-426mm×壁厚0.3mm-50mm*长度7800mm 不锈钢棒:规格1mm-480mm*9000mm 不锈钢卷带:厚度0.1-3mm*宽度20-2000mm(可以开平,加工任意宽度) 公司拥有剪板、开平、切割、车床、钻床等各种机械加工设备,可为客户制作各种规格的不锈钢管、非标准件及各种容器具等,材料无可切割销售加工,满足客户的要求。 
公司专业生产304不锈钢管、304L不锈钢管、316不锈钢管、316L不锈钢管、310S不锈钢管、321不锈钢管、904L不锈钢管、薄壁不锈钢螺旋管3304不锈钢板、316不锈钢板、316L不锈钢板、310S不锈钢板3不锈钢棒、不锈钢阀门为主的专业公司,资源充足,品种齐全,库存量大,价位特低,同时可定尺定做非标及先特殊钢种的不锈钢材,可根据客户的要求定做各种不锈钢的设备,时间快。价格以当日电询为准。另公司备有等离子切割机、锯床6台,所有材料可切割销售加工。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁我们衷心希望与广大客户建立业务联系,提供优质服务,同创业,共发展。产品材质: 1Cr17Ni7(301)、0Cr18Ni9(304)、1Cr18Ni9Ti(321)、201、304、304LN、316、316L、316LN、321、309S、310S、 317L、904L、409L、 0Cr13、1Cr13、2Cr13、3Cr13不锈钢。本公司承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。通过不断改进,创新,使我公司生产的产品的质量水平保持在国内同行业前列。
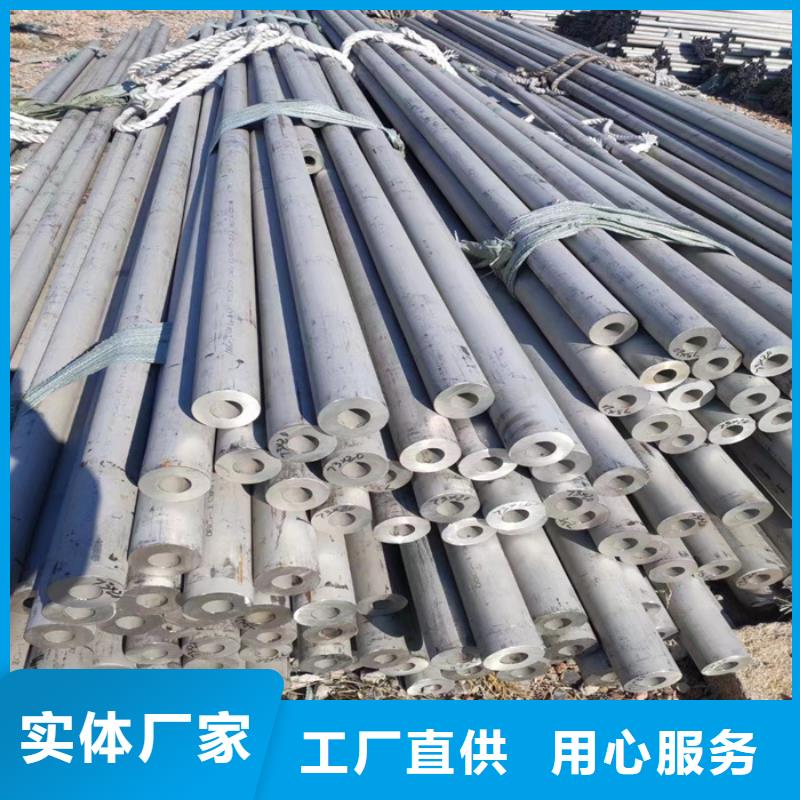
公司占地面积48000平方米,生产车间28000平方米,年产12000吨主要生产304 304L 304H TP304H321 TP321 TP321H TP316L TP 316Ti TP317TP317H TP347H TP310H TP310S 904L S31803, S32205S32750N08825 N08904 N08028 N08800无缝不锈钢管,高精度卫生级无缝管,精密管,合金管,904L不锈钢管,双相钢管等产品的专业厂家。可生产规 格为:外径 3mm- 1020mm,壁厚 0.5 -80mm的无缝不锈钢管。。拥有冷拔管机,多辊式冷轧机,自动内外抛光机,数控车床以及直读光谱仪,超声探伤仪,涡流探伤仪等检测设备80余台套。公司产品从选材,生产,质检到售后服务均严格以ISODINGB和3A工业标准。产品应用于石油,化工,造船,电厂,多晶硅,锅炉,机械制造,防腐设备,军工产品,食品,啤酒,制药,医疗,水处理,生物工程,高纯度气体等行业的需要,公司产品不仅占领国内市场并远销韩国,俄罗斯,美国等国外地区,深受客户青睐
精密不锈钢管挤压的主要目标是可靠地生产尺寸变化小的高精度产品。出现的主要尺寸精度问题之一是偏心率。精密不锈钢管制造过程中总会存在一定程度的偏心,在挤压过程中,通过严格控制工艺参数和物料流动,可以将挤压管的尺寸减小到小。不锈钢管偏心主要是由不良材料的温度梯度、毛坯准备、定心设备的精度和润滑不足造成的。偏心可能是由特定原因引起的,也可能是上述原因组合的结果。浙江鑫达不锈钢制造有限公司的设计目的是尽可能减少这些影响或补偿挤压过程中的不利影响。在编织之前。坯料上料设备必须使用感温装置来检测坯料温度分布,操作屏上始终显示料温变化趋势。计算毛坯温度变化趋势并显示在屏幕上的目的是为了操作者可以相应地修改感应炉顶部的设定值。在挤出开始之前小化或补偿任何检测到的空白温度梯度。公司采用紧凑的结构和内部穿孔设计,使挤出机在压力条件下仍保持良好的结构刚度,可有效防止挤出过程中芯棒偏转。在每个挤压过程中,必须采用控制系统实时保证挤压模组件、挤压杆和挤压杆对齐,并在屏幕上显示轴组件的位置,以指示机械设备。良好的工作条件。通过选择合适的材料和使用预应力技术,也可以限度地减少挤出机张力柱的伸长率。在这两种情况下,由于挤压力引起的伸长率始终可以保持在限度,并且可以通过控制系统调整铁挤压杆的位置,以补偿这种伸长率的不利影响。