值得信赖的加工油缸管供应商
- 更新时间: 2024-12-28 17:21:30 浏览次数:2
- 产品报价: ¥6500/吨
- 联系人: 高经理
- 公司地址: 聊城辽河路燕山路交叉口南500米东首 发货到惠州
以下是:值得信赖的加工油缸管供应商的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸气缸机械加工 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
导读 值得信赖的加工油缸管供应商,安达液压机械有限公司为您提供值得信赖的加工油缸管供应商,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到广东省 惠州市 惠城区、惠阳区、博罗县、惠东县、龙门县。 广东省,惠州市 宋天禧四年(1020年),祯州改名惠州。1368年(明洪武元年),改惠州路为惠州府。清代基本沿明制。1988年1月,撤销惠阳地区,设立惠州市(地级)。惠州在隋唐已是“粤东重镇”,一直以来都是东江流域政治、经济、军事、文化中心和商品集散地,古时即有“岭南名郡”、“粤东门户”之称。惠州市是中国近代抗争史的前沿阵地,曾建立华南抗日战争的主力部队—东江纵队。惠州是东江中下游的中心城市,处在客家文化、广府文化和潮汕文化的交汇地带,各种文化相互交融、兼收并蓄,广东汉剧、渔歌、山歌、舞龙、舞狮、舞春牛、瑶族的舞火狗等各种文化活动盛行。
惠州值得信赖的加工油缸管供应商
<惠州>九冶管业有限公司
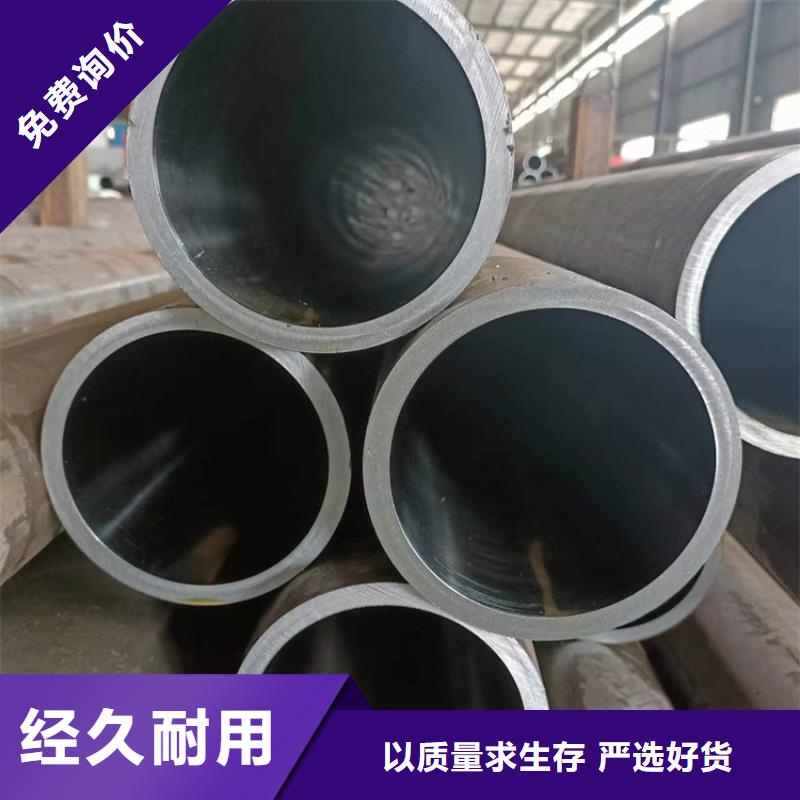
主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。



为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。

惠州值得信赖的加工油缸管供应商
总结 选购值得信赖的加工油缸管供应商来广东省惠州市找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[辽河路燕山路交叉口南500米东首]。