


联系我们

简易钢筋笼滚焊机-回购率高
更新时间:2025-01-04 09:28:19 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |



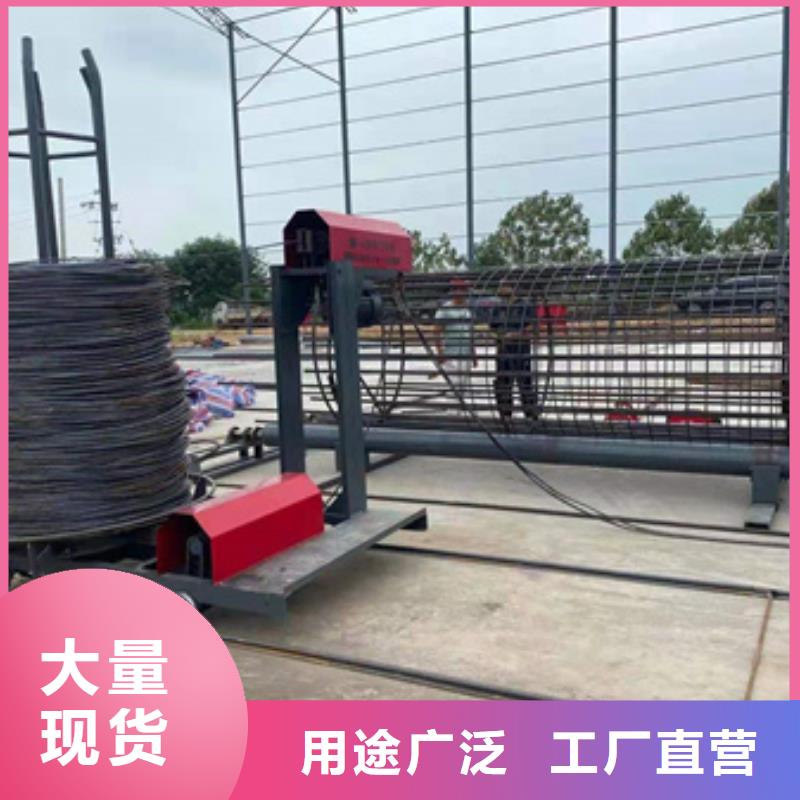


河南建贸钢筋笼绕筋机?采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放过程比焊接工艺要大大缩短时间。主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。
 黄南简易钢筋笼滚焊机-回购率高数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。
黄南简易钢筋笼滚焊机-回购率高数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。
 本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于。可以采用智能化控制。
本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于。可以采用智能化控制。

绕筋机分析线钢筋滚笼机在使用中故障问题:1、钢筋滚笼机刀片的刀床,容易形成弧面。其主要是床面短,刀刃端伸出长达22.5mm。由于刀刃过长,就难以克服冲切产生的横向压力,也就是说,刀刃伸出越长,床面支撑点承受的压力就越大。2、钢筋滚笼机的床面中心没有退屑槽,在更换刀片时,床面、特别是中心位置,容易沾有碳化皮,铁屑等杂物夹在里面,使钢筋切断机刀片与床面的局部或四周形成空隙,冲切时刀片就产生横向摆动,导致床面逐渐形成拱弧面,刀刃崩裂,有时切6?mm钢筋切不断而夹口3、钢筋滚笼机润滑不良,钢筋切断机刀片的刀座上下滑动容易磨伤,有时被卡死在里面不易打下来,主要原因,是刀座的两条横油槽相距宽,而冲切形成只有5mm,中间有20mm钢筋切断机刀片的刀座得不到足够的油,特别是两侧,不能往返,耗油多4、钢筋滚笼机刀片损耗大,单刃、双刃刀片利用率不高。有时新刀片用不到一两个小时就崩个大口子。
