


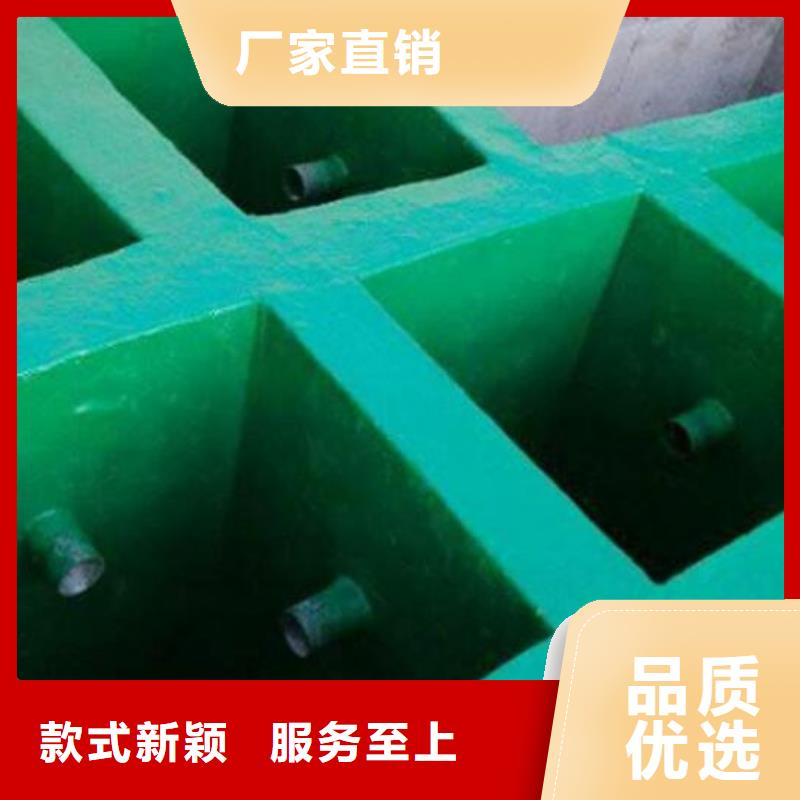




玻璃鳞片胶泥以树脂为胶结料,加入玻璃鳞片和粉料等配制而成、可以刮抹施工的混合材料。耐酸碱盐、抗渗透性。目前各种行业的抗防腐方面,乙烯基酯玻璃鳞片为了要求,目前使用的湿接触法酸性的气体是由酸性气体引起的。过程同时具有腐蚀介质高烟气温度、SO2吸收液固体含量高、耐磨性强、设备腐蚀区域的需求,防腐失效后维护困难等。当前使用的堆栈防腐材料的耐酸砖-酸水泥、钢铁和钛化合物结构钢和不锈钢复合结构但也有大密封不严漏风系数、成本高的缺点。因此开发和使用涂层具有重要意义可以用于防腐环境下减少能源消耗。乙烯基酯玻璃片是一种热固性聚合物,与环氧树脂的优耐蚀性和力学性能相结合,同时具有不饱和聚酯树脂快速固化工艺性能。乙烯基酯树脂是分子两端的乙烯基酯基,中间骨架是一种环氧树脂。玻璃鳞片和玻璃树脂衬里由树脂和玻璃鳞片组成,具有耐蚀性。玻璃鳞片涂料和水泥浆糊的应用:1、废气脱硫设备。2、污染物处理设备,如废气废物装置、水处理设施。3、油箱衬垫和油箱底部(部分焊接,铆接点)。4、海洋工程、海洋开发工程、建筑、船舶内室、甲板、海水水箱、海上钻井、石油生产平台。

高温玻璃鳞片胶泥防腐施工性能特点:
1、由于仅在分子两端交联
2、基树脂含酯键量少,耐化学聚酯(双酚A-富马酸UPR)比每摩尔少35-50%,使其耐碱性能提高
3、是用丙x酸来合成的,酯键的可做到保护作用,提高耐水解性
4、分子链两边的双键非常活泼,可以让基树脂迅速的固化,很快就可以到使用强度,得到具有高度耐腐蚀性聚合物
5、对玻璃纤维的湿润性与粘结性仲可以改善,力学强度从而被提高
施工方案:
1、玻璃鳞片胶泥施工温度宜在1520之间,湿度不大于80%。
2、玻璃鳞片涂料涂抹时先底层,后中层,在面层。
3、除锈6小时内,采用易挥发的溶剂将基层表面擦洗一遍,待溶剂挥发后喷涂底漆。
4、在玻璃鳞片底漆干后进行鳞片胶泥施工。鳞片胶泥的施工宜采用抹涂和滚相结合,一次抹厚度(1mm)左右,一般分两次完成,后一道工序在前一层胶泥干后(一般间隔 )在进行。
5、玻璃鳞片胶泥涂抹时,抹刀与基层保持一定的角度,沿抹刀的尖角按锐角方向推抹,尽量把胶泥和基层间的空气挤出,涂抹沿一个方向进行,不得堆料摊抹。
6、为气泡,采用的消泡滚滚压。脱硫塔防腐多少钱一平米
玻璃鳞片胶泥适用场所:

玻璃鳞片胶泥作为一种防腐蚀材料,广泛用于:石油、石化输油管线、贮罐、设备、海洋设施、海上钻井平台、化工贮气柜及输气管;冶金发电厂的排烟脱硫装置,还可作为玻璃钢设备的防渗层。
1、耐化学性、耐热性、耐溶剂性;对化学介质、气体、蒸气的渗透性远比玻璃钢衬里小,难以引起水蒸气扩散现象,这是由于层层重叠排列的玻璃鳞片,使介质渗透距离长的缘故。
2、同其它材料粘结性,涂层平整光滑。固化时收缩低,由于分散,粘接面残余应力小。热膨胀系数小,粘接热应力相应也小,耐热温度高,耐热冲击性能好。
3、力学强度虽不如玻璃钢衬里,但耐磨性、耐刮擦性能,对机械损伤也只限于局部。
4、玻璃鳞片涂料施工工艺性能好,施工性能,可适合各种施工形式(刷涂、喷涂等);气干性,施工完毕表面不发粘。
5、玻璃鳞片涂料具有耐蚀,抗渗透性好,涂膜收缩率低,热膨胀系数小,固化残余应力少,耐磨损,施工简便,易于修补,因而玻璃鳞片涂料在化工、冶金、化纤、电镀、建筑等行业均有应用。特别是在各种海洋工程设备、海上石油天然气平台、港湾码头及船舶应用广泛。
环氧中温玻璃鳞片胶泥产品特点:
1。耐腐蚀性好,由于玻璃鳞片胶泥采用基体树脂是高性能的乙烯基树脂,乙烯基树脂具有比环氧树脂好的耐高温、耐腐蚀性能。
2。低的渗透率,玻璃鳞片胶泥,涂料,抗水蒸汽渗透率高,比普通环氧树脂胶泥,涂料高6—15倍,比普通环氧玻璃钢FRP高4倍。
3。玻璃鳞片胶泥,具有强粘接强度,不易产生龟裂,分层,脱层或剥离。附着力和冲击强度好。
4。耐高温、耐冲击性能好。
5。耐磨性能好,玻璃鳞片胶泥固化后硬度高,耐磨性好。
6。施工方便,固体含量高,一次施工可达1—1。 5mm,涂层使用几年后,若出现损坏的情况,只需要做简单的处理,并可持续使用而不影响性能。

玻璃鳞片胶泥验收:
等防腐层施工完毕并固化后,对施工过的防腐层根据设计要求进行质量检测,
检测分为目测、厚度检测、小孔检测。当没有达到设计要求时,需要对防腐层进行修补,修补过程与鳞片衬里的施工过程近似。
1.目测:要求防腐层表面整体均匀、平整,无漏涂,无特别明显的不均匀状况。
2.厚度检测:通过电磁测厚仪进行厚度检测,根据设计厚度要求进行检测,每平方米测3个点,要求达到衬里设计厚度的要求,当厚度达不到要求时再涂抹一层鳞片胶泥,达到设计厚度的要求,并通过厚度检测合格后为止。烟道部位的鳞片衬里厚度为2mm。
3.电火花检测:通过电火花检测仪对防腐层进行高标准 一体小孔检测,当发现存在小孔时要进行修补直至通过电火花检测合格
4.表面处理(通过打磨来完成,即对不合格部位打磨至底层)——鳞片胶泥涂抹——检测。 电火花检测的电压为7000V。(每增加1mm检测电压增加3000V)
5.当一切防腐层检测合格后,在内衬层表面涂刷一层面漆。面漆的涂刷及环节要求与底漆相同。根据现场环境温度按照相应的比例在面漆中加入固化剂和促进剂搅拌均匀后使用(注意:促进剂和固化剂严禁同时加入,应当先加入促进剂搅拌均匀后再加入固化剂搅拌均匀)。

