


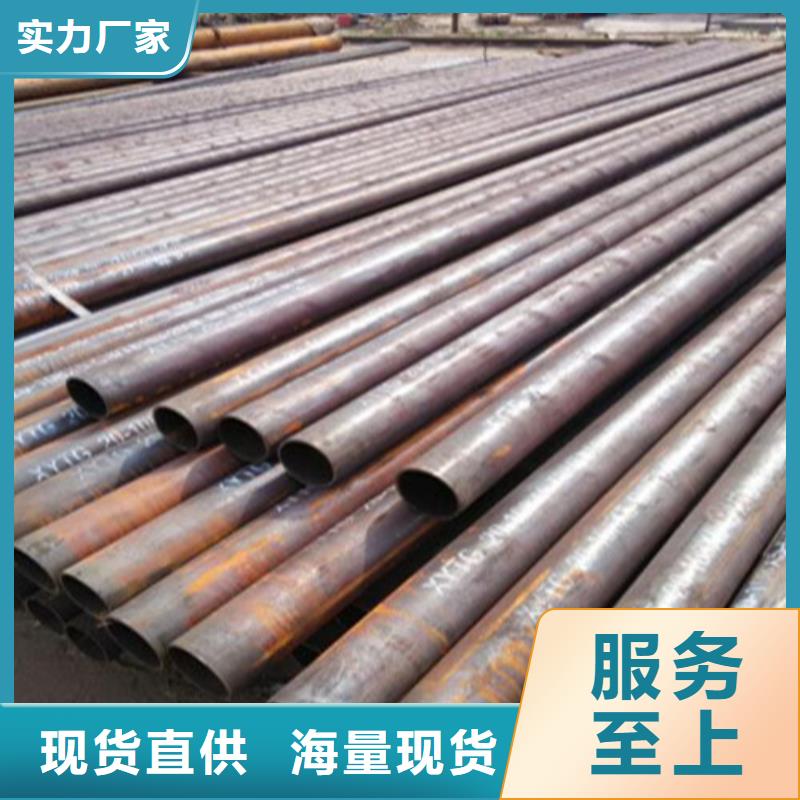




圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
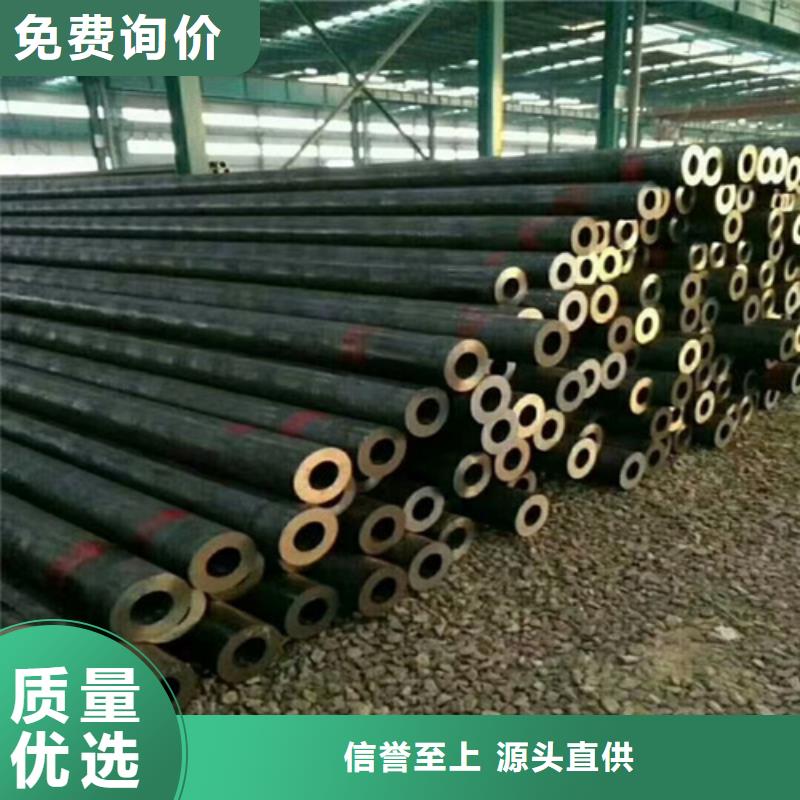
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中 厚壁无缝钢管工艺流程卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗—酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验—标识——成品包装厚壁工业管工艺流程:管坯——检验——剥皮——检验——加热——穿孔—酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
市场中对于无缝钢管都有鲜明质量要求,特别是对不同合金元素要求是不能马虎,其中有害元素必须要进行严格控制,也需要考虑到管道材料在生产完成之后危险性和缺陷问题,比如可能会产生裂纹、内折、外折、轧破、离层、结疤、拉凹等等问题,这些也。
其实在这个时候,有着很多常规方法,可以给我们提供帮助。比如说我们,看一下钢材成分,是不是足够均匀。因为劣质无缝钢管,管道中杂质比较多,钢材密度偏小。一旦我们从管道截面,发现了管道中,成分比较混乱,那么这一定,不是合格无缝钢管。
再确定了管道,表面没有任何缝隙之后,会将管道切割成为,大约一米胚料。然后将这些胚料,输送进去退火程序,这就将管道尺寸,给彻底确定下来了。因此我们在安装过程中,只需要事先,将铺设管道大小确定下来,然后直接购买就行了。

无缝钢管壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚Si:名义壁厚mmC.钢管椭圆度:表示钢管的不圆程度。d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度g. 钢管端面坡口角度和钝边5.钢管表面质量:表面光洁要求a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。产生原因:① 由于管坯的表面缺陷或内部缺陷所带来的。② 生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。③ 管坯(钢管)在加热轧制,热处理以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
