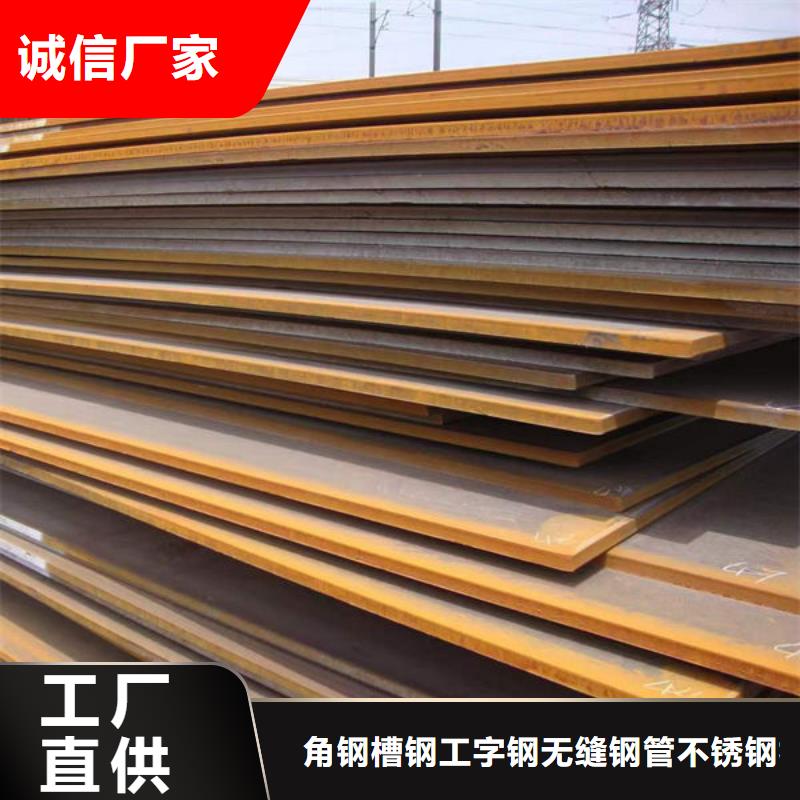





无缝钢管遮盖保护不理想、无支撑物、堆放层数过多都是影响其性能的原因,那么正确保护无缝钢管的做法有什么?1.无论是裸管还是防腐管,若需长时间存储,从开始存储时就应该使用不透明遮盖物进行防护,避免钢管出现锈蚀以及防腐层老化、翘边等现象。2.遮盖物应结实耐用,防止长时间日晒雨淋而腐烂渗漏。3.无缝钢管钢材遮盖时应保证钢管表面通风,避免水蒸气难以挥发而在表面汇集。4.钢管存储时应有支撑物,且距地面一定距离,保证钢管通风。5.无缝钢管堆放存储后,应去除管端保护器,避免水分在管端保护器与钢管接触面汇集而难以挥发。6.钢管存储时应注意钢管堆放层数,避免层数过多造成管端局部受力,从而使钢管产生径向塑性变形及防腐层受损。
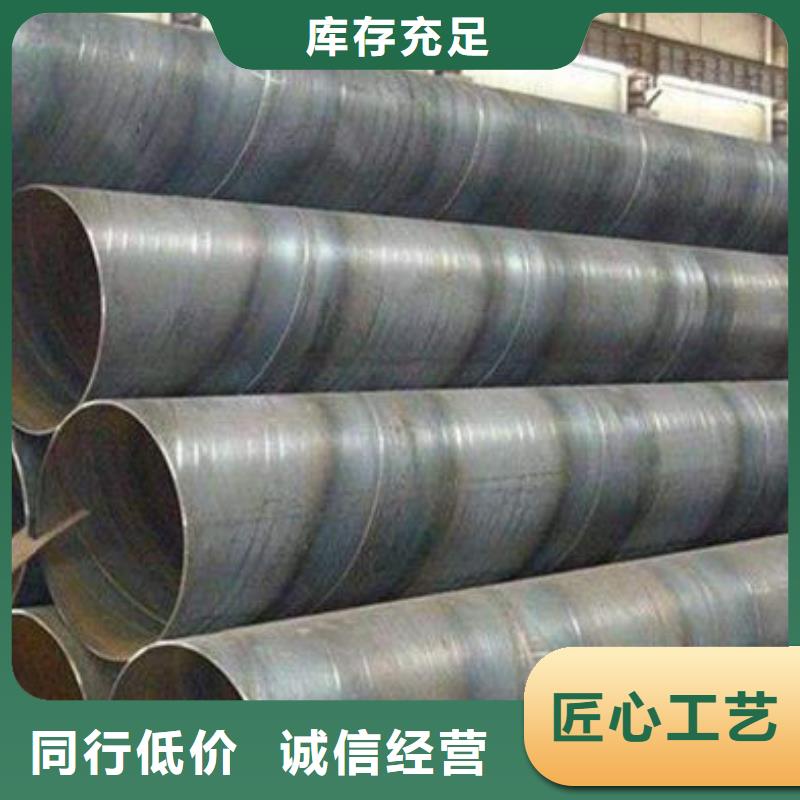
螺旋钢管是以带钢卷板为原料制成的螺旋缝钢管,经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。螺旋钢管将带钢送入焊管机组,带钢由多个轧辊轧制并逐渐卷起形成带开口间隙的圆管坯,调整挤压轧辊的压下量进行焊接。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。 2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。 将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管钢材若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
经过统计,近十年螺纹钢冬储大致表现出如下特征:1、广义冬储时间。如果以社会库存低点算作开始,以社会库存高点算作结束,每年冬储基本上从12月中旬左右开始(春节前8周左右),到第二年3月初结束(春节后3周左右),持续时间11-12周。2、累库幅度。贸易商冬储一部分是为了保证业务正常运行,另一部分则带有b博旺季价格上涨的投机属性,不同年份累库幅度差异较大,和市场预期相关性较高。从数据上看,近十年冬储期间社会库存平均上涨162.7%,近几年累库幅度明显上升。除了冬储前库存去化较为彻底之外,供给侧改革后钢价运行趋势好转,贸易商投机性回升也是重要原因。3、价格表现。由于冬储期间钢材终端需求疲弱,供应压力相对较大,现货价格通常表现不佳,近十年平均下跌4.3%,不过对贸易商来说,冬储后的旺季钢价表现更为关键。期货在此期间表现相对较强,近十年平均上涨3.9%。这一方面是由于供需的季节性因素通常在盘面上早有体现,另一方面,螺纹钢期货长期贴水,贴水修复通常以期货上涨为主,对盘面支撑较强。
螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。