您的位置>首页 >衡水本地行业热点 >
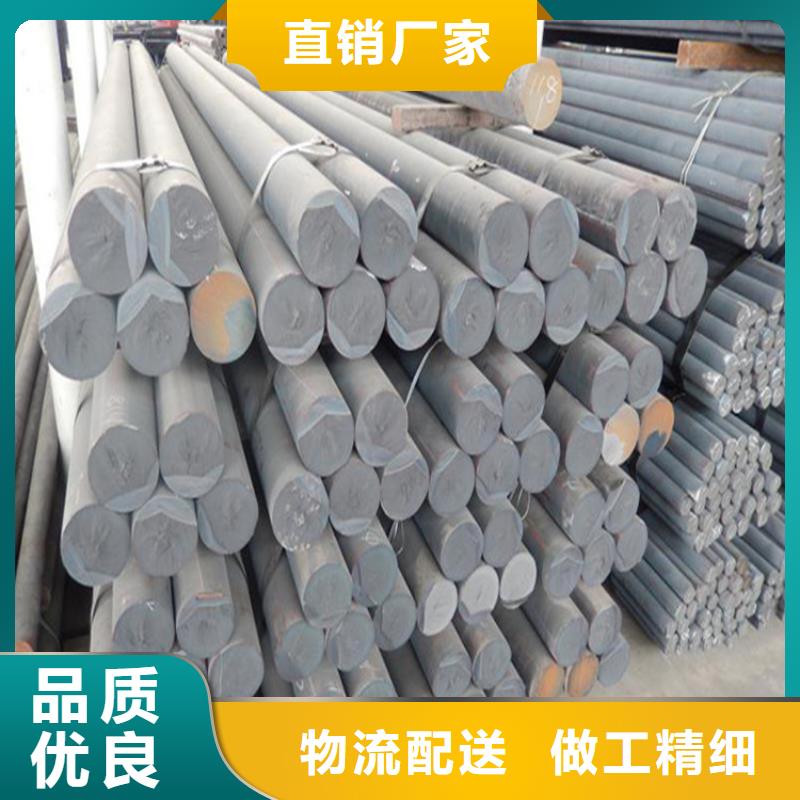
球墨QT600-3铸铁圆棒生产厂家
更新时间: 2024-12-24 09:08:31 浏览次数:1
以下是:球墨QT600-3铸铁圆棒生产厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 5.6元/kg |
|---|
| 发货期限 | 当天发货 |
|---|
| 供货总量 | 88888 |
|---|
| 运费说明 | 议定 |
|---|
| 最小起订 | 5 |
|---|
| 质量等级 | 国标 |
|---|
| 是否厂家 | 厂家 |
|---|
| 产品材质 | 铸铁棒 |
|---|
| 产品品牌 | 亿锦 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 产品名称: | 铸铁型材 |
|---|
| 生产工艺: | 水平连铸 |
|---|
| 产品优势: | 无气孔/无砂眼 |
|---|
| 产品用途: | 机械加工/精密制造 |
|---|
| 产品价格: | 5.6元/公斤 |
|---|
以下是:球墨QT600-3铸铁圆棒生产厂家的图文视频
导读 球墨QT600-3铸铁圆棒生产厂家,亿锦天泽钢铁有限公司为您提供球墨QT600-3铸铁圆棒生产厂家,联系人:邢涛,电话:0635-5083939、18954456733,QQ:1799311315,请联系亿锦天泽钢铁有限公司,发货地:聊城开发区凤凰工业园发货到河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市。 河北省,衡水市 衡水市所辖冀州为九州之首。河北省称冀,也缘于此,涌现出了董仲舒、孔颖达、高适、孙犁等知名人物。衡水市地处河北冲积平原,地势自西南向东北缓慢倾斜,海拔高度12-30米。属大陆季风气候区,为温暖半干旱型。

往水玻璃型砂中加入添加剂,可以显著减小铸型表面孔隙,使铸型与铸铁型材间的界面层在高温下发生适度烧结和致密化,有利于防止金属液的渗透,防止铸铁型材产生粘砂缺陷。铸铁型材浇注试验发现,加入添加剂的水玻璃石英砂在水平连铸过程中,在铸型与铸铁型材界面产生的烧结层冷却至室温时强度更低,脆性更大,能轻易从铸铁型材表面剥落,减少铸铁型材的清理工作。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
(1)通过对缺陷样本的形貌和缺陷部位化学成分的分析,确定导致铸铁型材铸铁型材报废的缺陷类型为缩松缩孔.
(2)根据铸铁型材结构特点并结合数值模拟的的结果,分析导致大面积缩松缩孔缺陷的原因:此类外形尺寸长而大,内部空腔结构复杂热节较多的大型铸铁
亿锦天泽钢铁有限公司
衡水球墨QT600-3铸铁圆棒生产厂家

<由于球墨铸铁型材凝固过程中产生的石墨化膨胀,对铸铁型材有压力作用,冒口的大小需要综合考虑多种因素而计算复杂;并且球墨铸铁型材结构越来越复杂,冒口定位效率低,因此复杂球墨铸铁型材的冒口设计比较困难,从而导致目前的球墨铸铁型材铸造工艺CAD系统比较少且功能不够完善,其中的冒口设计模块定位慢,不能针对不同铸型强度进行相应冒口设计。为此进行了复杂球墨铸铁型材冒口设计方法及铸造工艺CAD系统的研究,主要研究工作如下。
导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
根据水平连铸工艺流程设计球墨铸铁型材铸造工艺CAD系统的总体方案,包括系统结构设计、数据库设计和功能设计,详细介绍各功能模块(系统初始化模块、工艺参数模块、冒口系统模块、冷铁系统模块及浇注系统模块)的设计理论和开发流程。
亿锦天泽钢铁有限公司

总结 球墨QT600-3铸铁圆棒生产厂家,亿锦天泽钢铁有限公司为您提供球墨QT600-3铸铁圆棒生产厂家产品案例,联系人:邢涛,电话:0635-5083939、18954456733,QQ:1799311315,发货地:开发区凤凰工业园。