

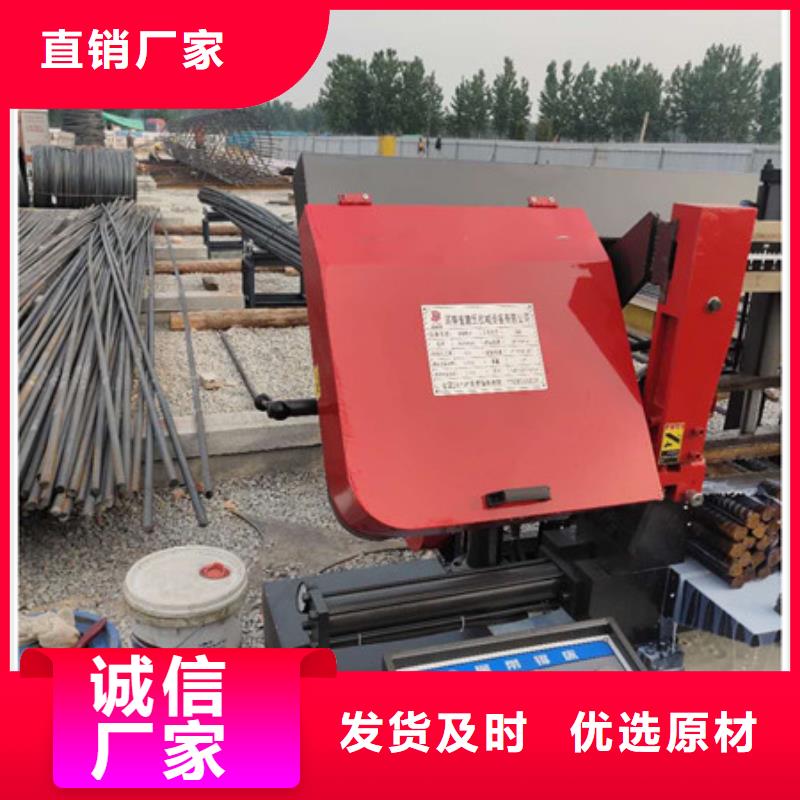

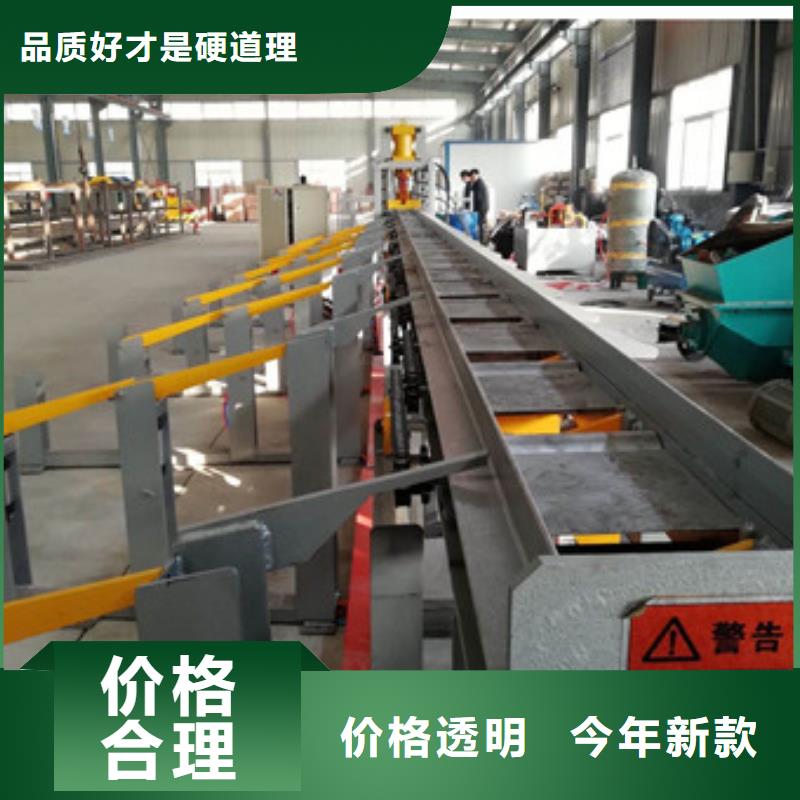
全自动数控带锯床
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。


金属带锯床锯床带锯条的常见疑问因操作不妥形成的要素:
1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。
2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。
3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。
4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。四川工地钢筋切削带锯床,地铁工程专用金属带锯床 钢筋厂加工带锯床 半自动钢筋切割带锯床 如何正确使用钢筋切割带锯床
衡水支持定制的型材切割锯床批发商
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
 jmc
jmc
液压泵电机功率因数补偿 1.5
冷却液泵电机功率0.4kW
电压380V
频率50Hz
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg
机床的主要特征:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调 整 。
3、锯切材料时锯条从夹 紧 虎钳中间经过,虎钳夹 紧 材料,防止锯切短料时不稳抖动造成拉齿。
3、由于其切削刀具 ,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的切割刀具 。
